IWK Verpackungstechnik GmbH | ACURA 50 EL; ACURA 85 EL; BMO Platinum 88
Field of application: Packaging technology | Company headquarters: Stutensee, Germany | Employees: 42
More hours for individual pieces thanks to automation.
IWK Verpackungstechnik increases the production capacity of two HEDELIUS machining centres.
The German mechanical engineering company IWK Verpackungstechnik supplies customers all over the world with packaging systems that are specially customised to their requirements. For the company's mechanical department, these customised adjustments mean that many individual pieces and small series have to be milled. The automation of two 5-axis machining centres with a flexible robot cell for small series production has freed up time that the CNC operators can use to mill single parts.
IWK Verpackungstechnik builds cartoning machines, packaging machines and tube filling machines for the pharmaceutical and cosmetics industries. The automated packaging lines for e.g. carton repackaging and toothpaste tubes, to name just two products, are supplied worldwide. Although the basic structure of such a packaging line is often the same, IWK always offers customised solutions that are tailored to the specific customer requirements and the production line into which the machine is to be integrated. "It always depends on the content, shape and size of the packaging," explains Dieter Krämer, head of the mechanical department at IWK in Stutensee near Karlsruhe. The components, which are part of IWK's core expertise, are turned and milled in the company's own mechanical production department. "These are always the parts through which the customer's product passes, often a liquid. That's why we describe these components as wet parts." Due to the hygiene requirements in the pharmaceutical and cosmetics industries, these components are milled and turned from stainless steel. These are precision parts with a very low surface roughness. "Bacteria must not be allowed to adhere. That's why the surface roughness requirements are high," explains Dieter Krämer. Ra values of 0.4 or 0.8 micrometres are the rule for these components. "We try to close these Ra values by using the right technology. Sometimes we polish parts."
Why automation?
Because IWK builds customised packaging and filling systems, the series produced by the 42 employees in Dieter Krämer's team are small in accordance with this. 15, 20, sometimes 100 units, although 100 units are the exception rather than the rule. In addition, many individual pieces are milled. This is precisely the reason why IWK has invested in a robot cell from BMO Automation.
Originally, the Platinum 88 sideloader from BMO was coupled with the ACURA 85 5-axis CNC machining centre from HEDELIUS. Since the beginning of the year, a second machine from HEDELIUS Maschinenfabrik has been connected to the Dutch automation company's robot cell: an ACURA 50. Dieter Krämer: "The ACURA 50 can be loaded from the left-hand side. This means that the robot cell fits perfectly between the two machines. In other words, the robot loads both machining centres automatically. And yet both machines remain accessible to the operators from the front for milling individual workpieces."
This is exactly what Dieter Krämer appreciates. On both machines, he gains additional production time for the manufacture of single parts. The operators mill these during the day or in the evening, when they work in two shifts. At the end of a shift, the robot cell is loaded with raw material so that the CNC machines can automatically mill the small series during the unmanned hours. According to Dieter Krämer, the cell does not have to run throughout the weekend. This is because many production hours can be gained during the day as well as at night and at weekends when the two HEDELIUS machining centres are loaded by the BMO robot and mill unmanned.


Product and pallet handling.
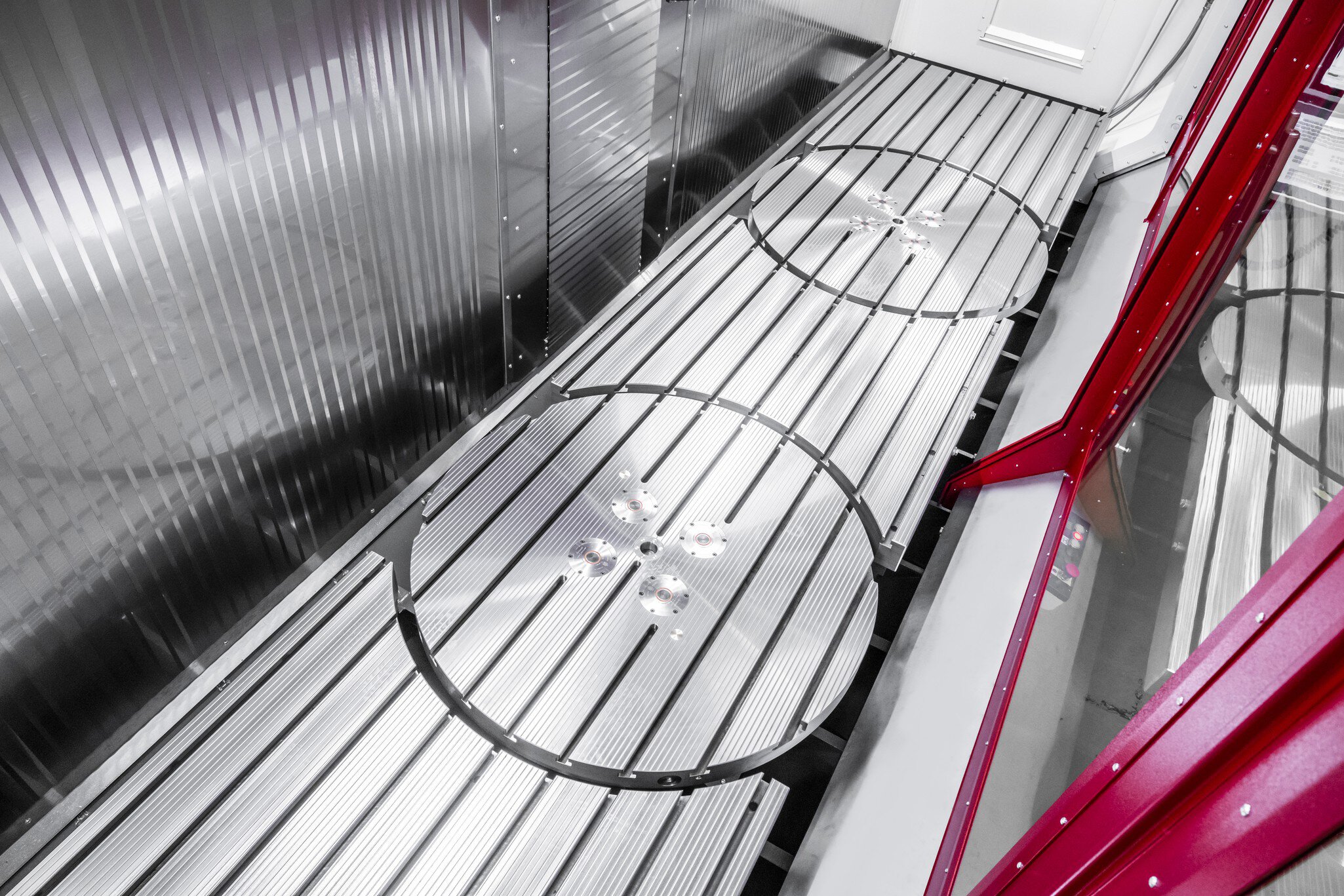
The Platinum 88 cell from BMO is suitable for both product handling and pallet handling. The raw material is either placed manually in one of the seven product drawers, from which the robot removes the material and places it in the machine's vice, or the robot uses a special gripper to pick up a pallet on which fixtures are installed. The operators can load and unload the drawers of the cell while both HEDELIUS machines are milling. The combination of pallet and product handling was important to Dieter Krämer. Not because IWK mills many parts that are clamped in the vice outside the machine, but because the operators no longer need a crane to load the pallets into the ACURA 85.
"The robot places the pallet on the table of the machine. Thanks to the Römheld zero-point clamping system, this is always done with high precision," explains the production manager. This saves time in day-to-day production. Once a process is complete, the robot is immediately ready to close another pallet or another product. "An operator, on the other hand, is not always at the machine. The machine would stand still until the operator arrives."
As the HEDELIUS ACURA machining centre has an 850 x 750 mm rotary table, IWK opted for the Platinum 88 version. In the standard version of this robot cell, the robot has a load capacity of up to 50 kilograms, while the version used by IWK has a capacity of 88 kilograms. "With the large pallet for the ACURA 85 and the clamping tool, we have reached the limits of what the robot can lift in the standard Platinum cell. Our workpieces are not that big and heavy, but we didn't want to risk closing this limit."
Editing of six chips.
The filling systems that IWK builds for customers must dose the products very precisely. In accordance with this, high demands are placed on the accuracy of the components. The robot from BMO is able to position the workpieces very precisely in the clamping device. As the cell is equipped with BMO's turning station, the gripper can remove the workpiece from the clamping device after processing five of the six sides, turn it and position it exactly right again for processing the sixth surface. "In this case, we measure the exact position of the workpiece with the measuring sensor integrated in the ACURA," says Dieter Krämer.


Easy to operate.
Although IWK frequently integrates robots into its customers' packaging lines itself, the in-house mechanical production team had no previous experience with robots. However, the introduction of the BMO cell into the production department went absolutely smoothly. After just a few weeks, the robot cell was fully integrated into everyday production. "Operating the software is very simple. We manufacture round and cubic parts. The control system visually tells the operator, who enters the dimensions of the parts, how the material is to be placed in the drawer. That's all there is to it."
Additional time for single parts.
Dieter Krämer had hoped that the robot cell would be installed more quickly than the week he had announced. However, he accepts the time required. "We now have much more flexibility. On Monday, the operators schedule the parts to be closed in the cell for the following working week. Every hour that the robot runs gives us extra time to produce single parts. That's exactly what we wanted to achieve with this automation."
A clear advantage that BMO measures with the Operator Performance Ratio: This key figure describes how the spindle running time relates to the number of operators. The Operator Performance Ratio (OPR) has already been increased at IWK by loading both HEDELIUS machining centres with the BMO robot. However, Dieter Krämer sees further opportunities for future improvements. He already has other workpieces in mind that are currently being produced by operators on other CNC machines. He would like to reprogramme them for one of the two HEDELIUS machines so that these parts can also be produced with minimal personnel input. "We are very satisfied with our new solution. Now we will continue to expand the automation."
User report: www.bmoautomation.nl

HEDELIUS machining centres of the customer.


More testimonials.

In prototype construction, Vitronic relies on the modular Schunk clamping technology kit in order to work flexibly, with process reliability and optimised set-up times** in frequently changing clamping situations. Thanks to the Vero-S zero-point clamping system, various clamping devices, lathe chucks and hydraulic tool holders, clamping operations can be transferred quickly, machines utilised efficiently and high-quality machining results achieved. The unit's scalable equipment significantly increases productivity, ergonomics and reliability.

With around 60 employees at its Dillenburg site in Hesse, SIBA Metallverarbeitungs GmbH has been a reliable partner for a wide range of industries for over 60 years. A company that is so comprehensively installed must be able to act highly flexibly in production. This is why SIBA has relied on HEDELIUS machining centres for many years. The company currently relies on two automated systems that ensure maximum precision, unmanned running times and short reaction times: the ACURA 65 EL with PROMOT automation and the ACURA 65 MARATHON with MARATHON SR422 pallet magazine.

Thanks to the TILTENTA 11- 2600, S&S Schliess- und Sicherungssyteme GmbH in Mühlhausen, Thuringia can now produce even more time-efficiently. Thanks to the generous work area, the integrated swivelling spindle concept and high-performance 5-axis complete processing, one clamping is sufficient for S&S to process complex components completely with the TILTENTA 11- 2600.