Martin CNC-Präzisionsteile GmbH | TILTENTA 6-2300
Alkalmazási terület: Szerződéses gyártás | Cég székhelye: Asslar, Németország | Alkalmazottak száma: 15
A hesseni Asslarban (Hessen) működő bérgyártó Martin CNC-Präzisionsteile a HEDELIUS gépekre támaszkodik megmunkálási műveletei során, ezáltal jelentősen bővítve termékpalettáját. További előnye: az ötoldalas megmunkálásnak köszönhetően nagy pontosság.
"Alkatrészkínálatunk széleskörűen diverzifikált".
A Martin CNC-Präzisionsteile egyedi alkatrészek és kis szériák esztergálására és marására specializálódott. Közel tíz gép - három- és öttengelyes esztergáló- és maróközpontok keveréke - alakítja az alkatrészeket. "Gyakorlatilag akár 2,3 méter hosszú munkadarabok is lehetségesek" - magyarázza Holger Martin, a Martin CNC-Präzisionsteile alapítója és ügyvezető igazgatója. A bérgyártó sorozatméretei 1 és 1000 darab között mozognak. Alumíniumot, mindenféle acélt és műanyagot megmunkálnak - "de a munkadarabok 80 százalékát az alumínium teszi ki" - magyarázza Holger Martin.
A legtöbb alkatrészt általános gépgyártásra szánják, és később csomagoló-, nyomdaipari vagy csiszológépekben, vákuumrendszerekben, lineáris hajtásokban vagy az autóiparban használt eszközökben használják. Martin hangsúlyozza: "Alkatrészkínálatunk széles. Bármit gyártunk, amit az ügyfél kíván". A vállalat 15 alkalmazottal és 1000 négyzetméteres területtel rendelkezik. Néhány éve az ügyfelek egyre gyakrabban kérik a komplett alkatrészek szállítását. "Ezért mi is összeszereljük őket" - mondja Martin. Csak a felületkezelést végzik külső beszállítók.
HEDELIUS meggyőzte a METAV-nál.
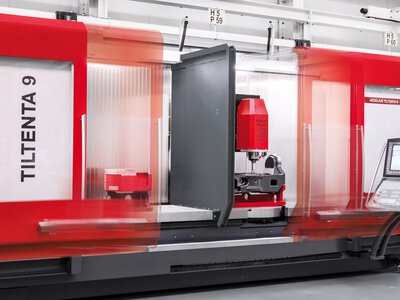
A géppark két legújabb gépe a HEDELIUS két megmunkálóközpontja, amelyek X, Y és Z tengelyen 2300, 600 és 800 milliméteres elmozdulással rendelkeznek. Az első "TILTENTA 6-2300"-at négy évvel ezelőtt vásárolták. A vásárlás oka egy ügyfél volt, aki két méter hosszúságú alkatrészeket kért speciális gépeihez. A bérgyártó azonban nem tudott ilyen hosszú alkatrészeket gyártani a meglévő megmunkálóközpontokkal, és vissza kellett utasítania a megrendelést. "Ezután kerestünk egy megfelelő gépet" - emlékszik vissza Holger Martin.
Alighogy kimondva, meg is történt: 2014 márciusában az ügyvezető igazgató és csapata elutazott a düsseldorfi Metavra, és megtekintette a HEDELIUS gépeket a standon. A vásár után a megmunkáló technikusok az emslandi Meppenben található gyártóüzembe utaztak. A megmunkálóközpontokat a bemutatóközpontban feszültség alatt láthatták. A bérgyártó még a helyszínen a T6-os mellett döntött.
Kicsi verseny.
"Már előzetesen megbeszéltük a lehetséges beszállítókat. Amikor egy új beszerzés előtt áll, a későbbiekben a gépen dolgozó munkatársakat 100 százalékban bevonjuk" - biztosít minket Martin. És ilyen léptékű gyártó nem sok van, folytatja. A T6-os gép kiválasztásának egyik legfontosabb oka a nagy, 2300 milliméteres X-tengelyes elmozdulás volt. Ez azt jelenti, hogy a vállalat mostantól szélesebb körű alkatrészeket tud megmunkálni, és számos megrendeléssel bővült. "Ez valóban segített minket az előrelépésben" - hangsúlyozza Holger Martin.
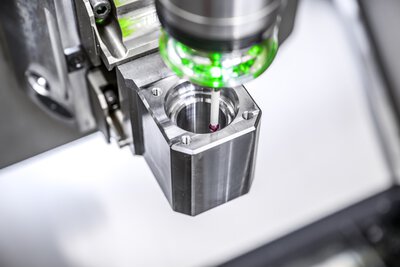
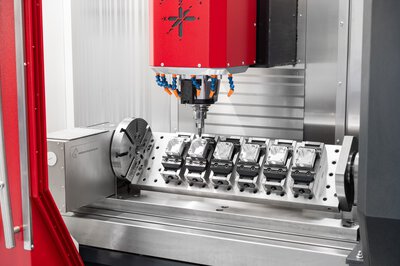
Az ötoldalas megmunkálás lehetőségének köszönhetően a pontosság is javult: "Korábban a háromtengelyes gépekkel sokat kellett bütykölnünk, hogy elérjük a kívánt tűréseket" - magyarázza az ügyvezető igazgató. "Most már egyetlen befogási művelettel teljesen le tudjuk gyártani az alkatrészeket 0,01 milliméteres pontossággal. " A beállításhoz szükséges idő is csökkent.
megbízható szolgáltatás.
A másik kritérium az volt, hogy a HEDELIUS német gyártó. Ez rendkívül fontos volt Holger Martin számára, mert rossz tapasztalatai voltak egy külföldi gyártó marógépeivel a szerviz és a pótalkatrész-szállítások tekintetében. A Martin CNC-Präzisionsteile bérgyártóként mindig nagy nyomás alatt áll. Ha a szállítási határidők késnek, mert a gyártónak várnia kell a pótalkatrészekre, az nagyon fájhat. A jó szolgáltatás ezért rendkívül fontos.
És a HEDELIUS-nál a kiszolgálás tényleg csúcs, dicséri Holger Martin. Minden a beüzemeléssel kezdődött. Akkoriban minden "tökéletesen működött" - mondja az ügyvezető igazgató. Minden a terv szerint ment, és négy nap múlva a T6-os már működött - beleértve az öttengelyes programozás oktatását és a gép megismerését.
Ha problémák merülnek fel, a HEDELIUS gyorsan tud reagálni. A lapos hierarchiával rendelkező családi vállalkozás számára fontos, hogy a szervizeléshez szükséges idő a lehető legrövidebb legyen. A rövid reakcióidő bizonyítéka: amikor novemberben eltört egy tömlő a T6-os gépen, egy szerviztechnikus még aznap a helyszínen volt a pótalkatrészekkel. Az ilyen esetekre a gépgyártó szerviz forródrótot és alkalmazást kínál.
Az ügyfelek egyszerűen letölthetik a HEDELIUS által kifejlesztett alkalmazást, megadhatják elérhetőségeiket, és létrehozhatják gépüket gépszámmal. Szükség esetén ezután bejelenthetnek egy szervizügyet, rendelhetnek pótalkatrészeket vagy foglalhatnak karbantartást. Hiba esetén az ügyfél fényképeket vagy videókat is készíthet. Így csapata gyorsabban felkészülhet, és eldöntheti, hogy a probléma megoldható-e telefonon keresztül, vagy szerviztechnikusra van szükség a helyszínen. Ettől függetlenül a gépeket évente egyszer szervizelik. Ezen kívül egy technikus jön ellenőrizni a funkciókat és kicserélni a kopó alkatrészeket.
"Továbbra is együtt fogunk működni a HEDELIUSszal."
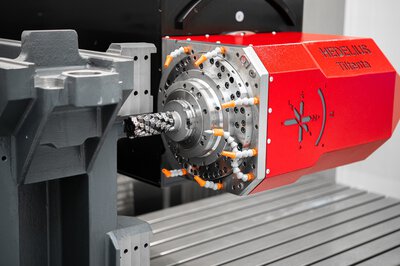
"Annyira tetszett a T 6, hogy tavaly is megrendeltük ugyanezt a gépet" - mondja Martin. Hat hónappal később, 2018 májusában szállították le, és már nem volt szükség képzésre, mivel a berendezés ugyanaz. Ide tartoznak például a mérőszondák, a belső hűtőfolyadék-berendezés, a hűtőfolyadék-tartály, a nagyméretű szerszámtároló, a kiterjesztett lengőtartományú forgófej, a forgóasztal forgótárcsával és az ingamegmunkáláshoz szükséges válaszfal.
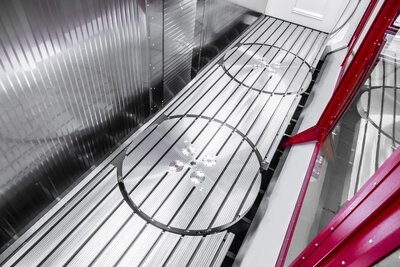
Az ingafeldolgozás azt jelenti, hogy a munkaterület egy válaszfallal két részre osztható. Ez lehetővé teszi a két kisebb munkaterület egymástól független használatát. A gép először az A alkatrészt tudja legyártani, majd miután a program lefutott, az orsó átmegy a másik oldalra, és a B alkatrésszel folytatja. "Ez azt jelenti, hogy néha majdnem 90 százalékos kihasználtsággal dolgozom" - mondja lelkesen Holger Martin. Egy másik pluszpont számára a rugalmasság: "Szerződéses gyártóként minden héten más-más alkatrészek kerülnek az asztalra - egy olyan géppel, amely sok mindenre képes, természetesen jobb helyzetben vagyunk."
Holger Martin ügyvezető igazgató számára egy dolog biztos: "Továbbra is együtt fogunk dolgozni a HEDELIUS-szal." Érdekli az "ACURA" - egy kompakt megmunkálóközpont automatizálással. Martin szerint a szakképzett munkaerő hiánya hatalmas probléma. Ez a gép pedig egy raklapkezelő rendszer segítségével automatikusan betölthető, majd több órán keresztül, éjszakánként vagy hétvégén is üzemelhet. Ez lehetővé teszi a hesseni vállalat számára, hogy a jövőben is versenyképes maradjon.


HEDELIUS megmunkálóközpontok a megrendelőnél.
A piaci igényekre reagálva a HEDELIUS a TILTENTA sorozat legkisebb méretét lényegesen kompaktabbá tette, közel azonos teljesítményparaméterek mellett. Fedezze fel optimalizált bestsellerünket: TILTENTA 7 NEO.



Még több ajánlólevél.

A Carstengerdes Modellbau und Zerspanung GmbH-nál a Wilhelmshaven melletti Bockhornban a legmodernebb technológia találkozik egy családi munkakörnyezettel, amelyet a valódi megbecsülés jellemez. Az ultramodern 5-tengelyes megmunkálóközpont ACURA 85 és a MARATHON 518 raklapkezelő rendszer segítségével a vállalat az automatizálásra és a műszaki innovációra összpontosít - ez egy olyan jelentős előrelépés, amely nemcsak a hatékonyságot növeli, hanem a fiatal tehetségeknek is örömet és hosszú távú kilátásokat kínál.

A dullikeni Circelli Engineering Solutions GmbH a svájci gyártási színtér egyik induló vállalkozása. A kis tervezőirodaként indult fiatal vállalat az innovatív CNC-technológiákba való szenvedélyének és befektetésének köszönhetően rendszerszolgáltatóvá fejlődött. A HEDELIUS legújabb FORTE 65 és ACURA 65 megmunkálóközpontjainak szerepét az alapító testvérek és tulajdonosok, Paolo Circelli és Marco Circelli ismertették.

Az automatizálásnak köszönhetően az IWK Verpackungstechnik jelentősen növelni tudta a HEDELIUS megmunkálóközpontok gyártási kapacitását. A robotcella integrálásával a CNC-kezelők értékes időt nyernek, amelyet az egyedi alkatrészek gyártására fordíthatnak. Ez a megoldás lehetővé teszi az IWK számára, hogy növelje rugalmasságát és tovább javítsa a termelés hatékonyságát.