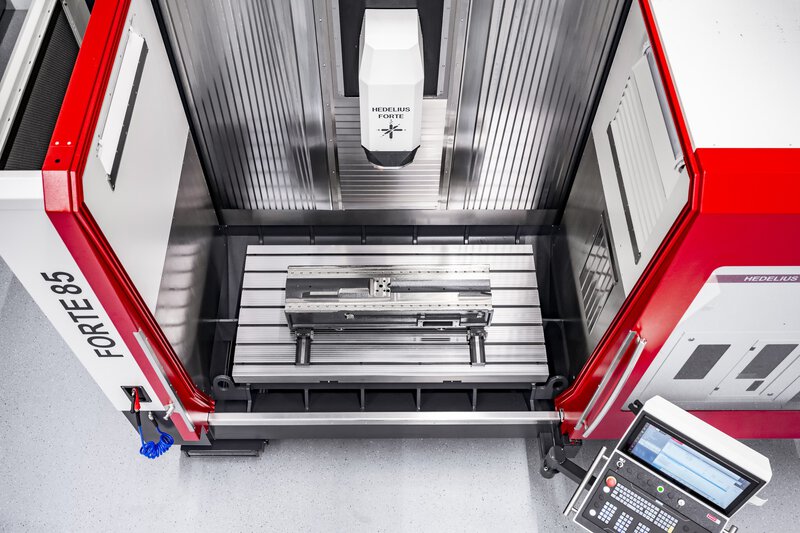
Kifinomult design.

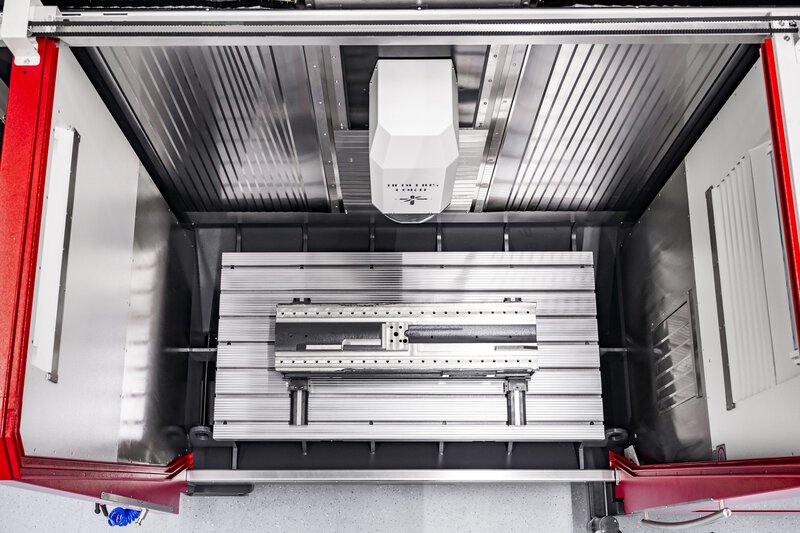
A nagy gépablak és a rögzített gépasztal biztosítja, hogy minden a kezelő felé legyen tájolva, így a munkaterület teljes mértékben kihasználható. A munkadarabhoz való közvetlen hozzáférést tovább javítja a gépasztal ergonomikus munkamagassága. A függőleges rozsdamentes acélból készült fedelek optimális forgácshullást biztosítanak - még alumínium tömeges megmunkálásakor is. Ez azt jelenti, hogy a precíz 3 tengelyes marógépen végzett munka során kevés időt kell tisztításra fordítani.
Itt jön létre a gépösszehasonlítás: Adjon hozzá további gépeket a teljesítményparaméterek összehasonlításához.

























Számos tényező játszik szerepet egy bizonyos munkadarab pontosságának elérésében. Először is ott vannak maguk a gépek. A tervezés, az alkatrészek és a szoftverek mind hatással vannak a megmunkálási eredményre. Ugyanakkor számos kísérő tényezőt is figyelembe kell venni, a gép elhelyezésétől kezdve a mérőberendezéseken, a befogóeszközökön és a szerszámokon át egészen a dolgozók képzettségéig.








CNC megmunkálóközpontok számára

Megmunkálóközpontok közvetlenül a gyártótól. Nagyon rövid szállítási idő!

Találja meg az Önnek megfelelő CNC megmunkálóközpontot.

X: 500 mm | Y: 550/370 mm | Z: 550 mm
Ø 550 mm Sturgeon áramkör | max. 300 kg
SK40 / BT40 / HSK A63

X: 700 mm | Y: 650/465 mm | Z: 600 mm
Ø 700 mm Sturgeon áramkör | max. 500 kg
SK40 / BT40 / HSK A63

X: 900 mm | Y: 850/600 mm | Z: 700 mm
Ø 900 mm Sturgeon áramkör | max. 1000 kg
SK40 / BT40 / HSK A63







X: 2000/2600/3600 mm
Y: 700 mm | Z: 695/735 mm
Ø 1050 mm Sturgeon áramkör | max. 800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 900/1005 mm
Ø 1250 mm Sturgeon áramkör | max. 1800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1000/1165 mm
Ø 1450 mm Sturgeon áramkör | max. 2200 kg
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 900/1005 mm
Ø 1450 mm Sturgeon áramkör | max. 1800 kg
SK40 / BT40 / HSK A63













X: 1120 mm | Y: 550 mm | Z: 550 mm
SK40 / BT40 / HSK A63

X: 1320 mm | Y: 650 mm | Z: 600 mm
SK40 / BT40 / HSK A63

X: 1620 mm | Y: 850 mm | Z: 700 mm
SK40 / BT40 / HSK A63

X: 2000/2600/3600 mm
Y: 700 mm | Z: 800 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 1005 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1165 mm
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 1005 mm
SK40 / BT40 / HSK A63












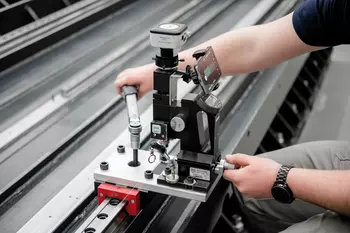
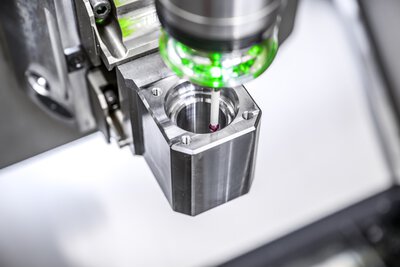
Növelje a gyártás pontosságát a magasan fejlett érintésérzékelők és lézerek segítségével.
A megmunkálóközpontban egy válaszfal használatával egy munkaterületből két zárt, független munkaterület hozható létre az ingamódban történő megmunkáláshoz.

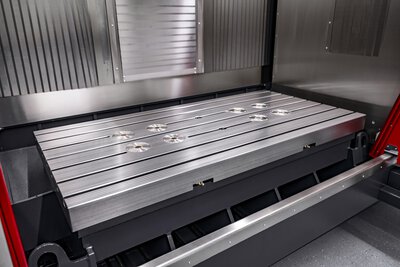
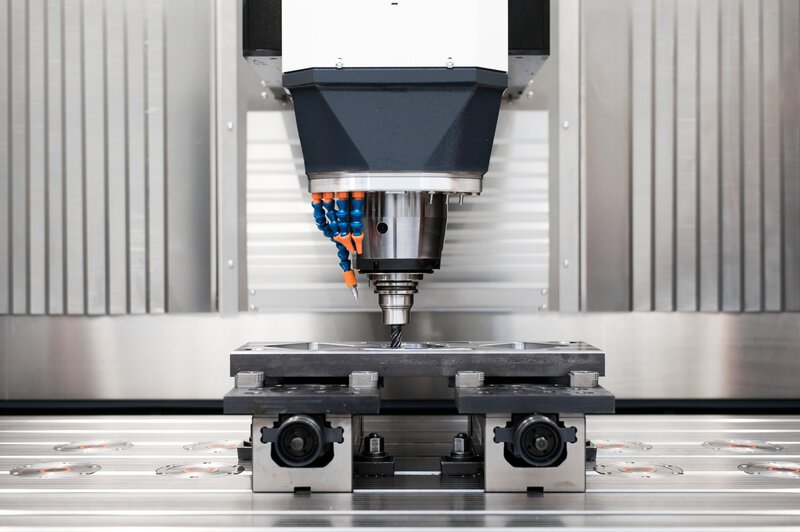
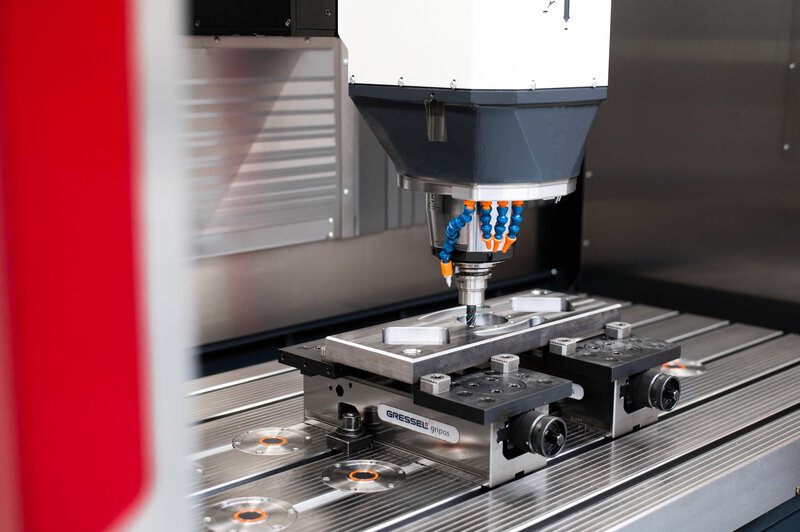
A gépasztal szabványosított interfésszel van felszerelve, amely néhány másodpercre csökkenti a rögzítőeszközök centrírozását és igazítását.

A TILTENTA alkalmazási körének kiterjesztése az 5 oldalú megmunkálástól az 5 tengelyes szimultán megmunkálásig.
Csatlakozó forgóasztalok a tengelyek meghosszabbításához és a CNC megmunkálóközpont teljesítményspektrumának növeléséhez.

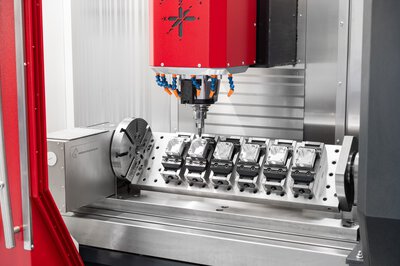
Lehetővé teszi a többoldalú megmunkálást többszörös befogással, és ezáltal racionalizálja a sorozatgyártást.
A SIEMENS vagy a HEIDENHAIN legkorszerűbb vezérléstechnikája maximális kezelési kényelmet és korlátlan funkcionalitást garantál.

A nagynyomású hűtőközeg-rendszerek alkalmazása döntő lépés a CNC megmunkálóközpont teljesítményének jelentős növelése felé.

Növelje a gyártás hatékonyságát a HEDELIUS megmunkálóközpontokhoz készült fejlett tisztítási technológiánkkal.

Technológiai előny biztosítása: nagy teljesítményű és nagy forgatónyomatékú CELOX integrált motororsók hibrid csapágytechnológiával.

Fokozott kezelési kényelem és tehermentesítés a gépkezelők számára.
A HEDELIUS minden géphez kínálja a munkaterület ajtóinak festését az Ön színigényei szerint.

A forgácsprés leválasztja a forgácsot a hűtő-olajról, és tiszta, kezelhető briketté tömöríti.

Automatizálási megoldások és nyílt interfészek harmadik fél szolgáltatók számára a hatékonyság növelése érdekében.
Automatizálási megoldások egyedi alkatrészekhez, mint ismétlődő alkatrészekhez vagy kis- és közepes sorozathoz raklapokkal.

A robotcellák teljesen automatikusan kezelik a munkadarabokat a rácsos fiókokból a kis- és közepes sorozatgyártáshoz.

Automatizálási megoldások, amelyek egy rendszerben egyesítik a munkadarab- és raklapkezelést

Az ACURA 50 és az ACURA 65 tükörképes kialakítása lehetővé teszi a raklap- vagy munkadarabrendszerekkel való összekapcsolást.

A különálló szerszámtárolók akár 264 további szerszám számára tisztítják, karbantartják és jelentősen csökkentik az átállási időt.
Az automatizálási rendszerhez való elektromos csatlakozáshoz rendelkezésre állnak előre konfigurált szabványos interfészek, például az EROWA, INDUNORM, ROBOJOB, BMO vagy LANG számára.
")
+ Megmunkálóközpontok automatizálása forgatható forgóasztallal
+ Oldalirányú terhelés az automatizálási rendszerrel
+ A munkaterület teljesen érintetlen marad
+ Kis helyigényű megoldások

+ Hosszú ágyú marógépek automatizálása forgatható orsóval
+ Frontális terhelés az automatizálási rendszerrel
+ A munkaterület érintetlen marad
+ Megoldás 5 tengelyes és hosszú alkatrészek megmunkálására

+ 3 tengelyes marógépek automatizálása
+ Oldalirányú terhelés az automatizálási rendszeren keresztül
+ A munkaterület teljesen érintetlen marad
+ Kis helyigényű megoldások


















Ma már több mint 3000 HEDELIUS megmunkálóközpontot telepítettünk, így az iparágak széles skáláján biztosítjuk a pontos és erőteljes megmunkálást.

A különböző tervezési kiemelések biztosítják, hogy ügyfeleink hosszú távon minden gyártási lépésben maximális pontosságot és hatékonyságot érjenek el.

A beállítási időt optimalizáló technológia, például a gyors szerszámellátás és az innovatív befogóeszközök használatával a vállalatok hosszú távon maximalizálhatják az orsó futási idejét.

A precíziós gépeink pontosságát jelentősen befolyásoló tényezők.

Optimalizálja HEDELIUS megmunkálóközpontját az opciók széles választékával, amelyek pontosan az Ön egyedi igényeihez és gyártási feladataihoz igazodnak.

Növelje a gyártás pontosságát a magasan fejlett érintésérzékelők és lézerek segítségével.
A megmunkálóközpontban egy válaszfal használatával egy munkaterületből két zárt, független munkaterület hozható létre az ingamódban történő megmunkáláshoz.
A gépasztal szabványosított interfésszel van felszerelve, amely néhány másodpercre csökkenti a rögzítőeszközök centrírozását és igazítását.
A TILTENTA alkalmazási körének kiterjesztése az 5 oldalú megmunkálástól az 5 tengelyes szimultán megmunkálásig.
Csatlakozó forgóasztalok a tengelyek meghosszabbításához és a CNC megmunkálóközpont teljesítményspektrumának növeléséhez.
Lehetővé teszi a többoldalú megmunkálást többszörös befogással, és ezáltal racionalizálja a sorozatgyártást.
A SIEMENS vagy a HEIDENHAIN legkorszerűbb vezérléstechnikája maximális kezelési kényelmet és korlátlan funkcionalitást garantál.
A nagynyomású hűtőközeg-rendszerek alkalmazása döntő lépés a CNC megmunkálóközpont teljesítményének jelentős növelése felé.
Növelje a gyártás hatékonyságát a HEDELIUS megmunkálóközpontokhoz készült fejlett tisztítási technológiánkkal.
Technológiai előny biztosítása: nagy teljesítményű és nagy forgatónyomatékú CELOX integrált motororsók hibrid csapágytechnológiával.
Fokozott kezelési kényelem és tehermentesítés a gépkezelők számára.
A HEDELIUS minden géphez kínálja a munkaterület ajtóinak festését az Ön színigényei szerint.
A forgácsprés leválasztja a forgácsot a hűtő-olajról, és tiszta, kezelhető briketté tömöríti.
A TNC7 a kiváló minőségű hardverkomponenseket fejlett, testreszabható felhasználói felülettel és bőséges funkciócsomaggal ötvözi.

A SINUMERIK ONE segítségével a digitális ikreknek, a kibővített diagnosztikai funkcióknak és a nagyfokú rugalmasságnak köszönhetően új mércét állíthat fel a termelésben.

+ Személyre szabott. Országszerte helyben.
+ Intelligens telepítési tervezés.
+ Kiváló pótalkatrész-ellátottság.

Gyors, professzionális megoldás, ha szervizelésre van szükség.

+ Szervizkérdések
+ Karbantartási kérdések
+ Pótalkatrészkérdések

Aktuális információk és hírek a HEDELIUS Maschinenfabrikról. Rövid betekintés a megmunkálóközpontok, automatizálások és események termékválasztékába.

Látogasson el hozzánk május 14-én és 15-én a nagy HEDELIUS házi kiállításra, ahol számos szakmai előadás és egy vonzó kereskedelmi kiállítás várja.

A workshopok, vásári megjelenések és egyéb események összes közelgő időpontja egy pillantással.

Több mint 3000 neves európai ügyfél bízik a HEDELIUS gépek minőségében és megbízhatóságában.

Érdekességek a vállalatról, hírek, termékinformációk, felhasználói beszámolók

Letöltési területünkön számos ingyenes információs anyagot kínálunk.

Regisztráljon most a 2025-ös HEDELIUS házi kiállításra, és ismerje meg élőben a legújabb CNC technológiákat!

Izgalmas műszaki előadások a HEDELIUS házi kiállításon! Szerezzen értékes betekintést a megmunkáló gyártás aktuális trendjeibe és gyakorlati megoldásokba az iparág szakértőitől.

A legújabb automatizálási rendszerek, precíziós szerszámok és gyártási megoldások várják Önt a HEDELIUS házi kiállításán - közvetlen párbeszédben a szakértőkkel. Fedezze fel a szakkiállítás összes résztvevőjét.

A HEDELIUS-nak 55 éve egyetlen célja van: az egyedi alkatrészek és kis tételek gyártásának hatékonyságának növelése a gép-, szerszám- és járműgyártásban.
Használja ki a lehetőséget, hogy élőben megtapasztalja megmunkálóközpontjainkat és automatizálási megoldásainkat, és győződjön meg teljesítményükről és megbízhatóságukról.

Átfogó és gyakorlati képzés CNC programozók és kezelők számára a 3 és 5 tengelyes megmunkálástól az 5 tengelyes megmunkálásig.

Európában több ezer vállalat, köztük rejtett bajnokok, támaszkodik megoldásainkra. A kkv-któl a globális vállalatokig elkísérjük Önt a fenntartható sikerhez vezető úton.

Ismerje meg a megmunkálási technológia legújabb fejlesztéseit - akár kényelmesen online, akár közvetlenül nálunk, Meppenben.

A HEDELIUS megmunkálóközpontokat a legkülönbözőbb iparágakban használják.

Az erőforrások megőrzése, az energiahatékonyság és a jövő biztosítása: erőfeszítéseink a fenntartható jövő kialakításához való pozitív hozzájárulás érdekében.

Beszállítóként osztja a minőségre és megbízhatóságra vonatkozó értékeinket? Akkor vegye fel velünk a kapcsolatot.

Az évek során 17 kereskedelmi partnerből álló erős hálózatot építettünk ki Európa-szerte.