Pontosság.
A HEDELIUS megmunkálóközpontok pontossága.
Számos tényező játszik szerepet egy bizonyos munkadarab pontosságának elérésében. Először is ott vannak maguk a gépek. A tervezés, az alkatrészek és a szoftverek mind hatással vannak a megmunkálási eredményre. Ugyanakkor számos kísérő tényezőt is figyelembe kell venni, a gép elhelyezésétől kezdve a mérőberendezéseken, a befogóeszközökön és a szerszámokon át egészen a dolgozók képzettségéig.
Gondos tervezés.
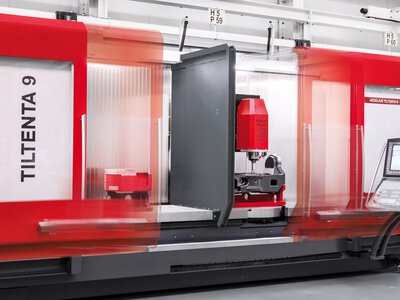
Minden új megmunkálóközpont-fejlesztés első fázisában az olyan kritériumok, mint a stabilitás, a pontosság, a dinamika, az automatizálhatóság, a helyigény, a szállítási méretek és a gyártási költségek egymással ellentétesek, és a tervezett alkalmazási területnek megfelelően kell súlyozni őket. A HEDELIUS a gép- és szerszámgyártás széles alkalmazási területére univerzális megmunkálóközpontként fogant, ezért a tervezési fázisban nagyobb hangsúlyt fektet a stabilitásra és a pontosságra. Ennek a folyamatnak az eredménye a TILTENTA megmunkálóközpontok különleges kialakítása a folyamatosan kiálló Y-tengellyel és az ebből eredő nagy merevség és pontosság az Y- és Z-tengely teljes mozgástartományában. Az eredmények annyira meggyőzőek voltak, hogy az ACURA sorozat kompakt 5 tengelyes megmunkálóközpontjait is ennek a konstrukciónak az alapján fejlesztették ki.


Long-term precision.
A HEDELIUS csak közvetlen lineáris kódolókat használ az X, Y és Z tengelyek pozíciójának mérésére. Ez azt jelenti, hogy a pozíciószabályozási hurok a teljes előtoló mechanizmust átfogja. Ezt nevezzük "zárt hurok" működésnek. A mechanika átviteli hibáit így az előtoló tengelyen lévő lineáris kódoló érzékeli, és a vezérlőelektronika korrigálja. Ez számos lehetséges hibaforrást kiküszöböl:
A golyóscsavar melegedése miatti pozícionálási hiba
Reverziós hiba
Kinematikai hiba a golyóscsavar álláshibája miatt
A közvetlen lineáris kódolók ezért elengedhetetlenek a pozicionálási pontossággal és megmunkálási sebességgel szemben támasztott magas követelményeket támasztó gépekhez. Minden HEDELIUS megmunkálóközpontot alapfelszereltségként közvetlen mérőrendszerrel szerelnek fel.
Gyári termelés.
Az olyan kritikus részegységeket, mint a mozgó oszlopok, ágyak és forgó forgóasztal-egységek, a HEDELIUS házon belül gyártja és méri. Ennek eredményeképpen nemcsak a minőséget tartjuk folyamatosan szem előtt, hanem a modern megmunkálás lehetőségeit és korlátait is ismerjük a mindennapi használatban. Ezt a technológiai szakértelmet folyamatosan beépítjük termékeink fejlesztésébe és ügyfeleink tanácsadásába.


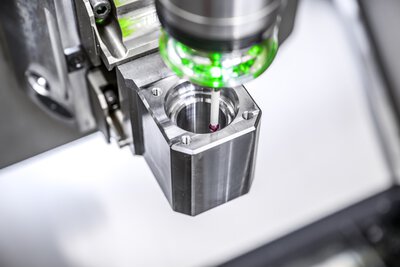
Útmutatók és egyenesség.
A vezetőpályák beállítása különleges gondosságot és tapasztalatot igényel. A HEDELIUS német és svájci gyártóktól származó, előre beállított görgős vezetőket használ. Az optikai méréstechnikával végzett finom igazítás biztosítja, hogy például egy ACURA 65 Y-tengelyének vezetőpályái legfeljebb 5 µm-es egyenességgel legyenek felszerelve. A szerelés végén a lineáris tengelyek pozicionálási pontosságát, ismételhetőségét, egyenességét és holtjátékát végül lézerinterferométerrel ellenőrzik és dokumentálják. A lineáris tengelyek pozicionálási pontossága például az ISO 230-2 szabvány szerint rendszeresen 6 µm-nél kisebb. Egy gyárlátogatás keretében szívesen betekintést nyújtunk Önnek a belső folyamatokba és az átvételi protokollokba.
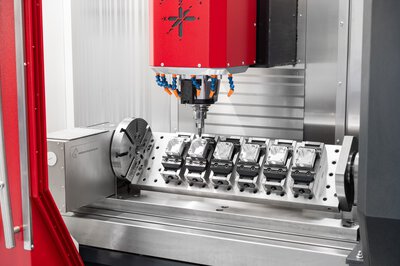
Mérőrendszerek forgó tengelyeken.
Az 5 tengelyes megmunkálóközpontokban a mérőrendszerek pontossága jelentősen befolyásolja a felületek és furatok szögeltségét és párhuzamosságát. Ezért a HEDELIUS az integrált forgóasztalokban, a forgóorsóhajtásokban és a forgó/forgóasztal-egységekben is közvetlen szögkódolókat használ minden egyes forgástengely közepén. Kérésre lézer alapú szögkódolókkal ±1" felbontással mérjük a forgótengelyek pozicionálási pontosságát, és kalibráljuk a tengelyeket a maximális pozicionálási pontosság érdekében. Ennek eredményeképpen már ±5" alatti pozicionálási pontosság is elérhető a sorozatgyártású alkatrészekkel. Egyes modellekben lehetőség van a C tengelyek magasabb pontossági osztályba tartozó szögkódolókkal való felszerelésére is, hogy a pozicionálási pontosság ±2,5" alá növelhető legyen.


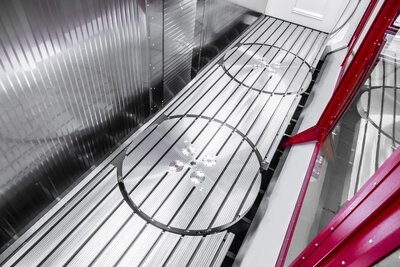
IT6 körkörös pontosság.
A Renishaw ballbar teszt a megmunkálóközpontok pontosságának gyors és egyszerű vizsgálati módszereként vált ismertté. A mérés néhány perc alatt információt szolgáltat két lineáris tengely kölcsönhatásáról és egy körmozgás pontosságáról. A csúszásmentes görgős vezetők a közvetlen pályamérőrendszerekkel és a nagy szögpontossággal kombinálva a legtöbb esetben IT6-os minőségű illesztések marását teszik lehetővé, ami csökkenti a gyártási időt és a szükséges orsószerszámok számát. A nagy kör alakú alakpontosságot szívesen bemutatjuk Renishaw mérőberendezésünkkel.
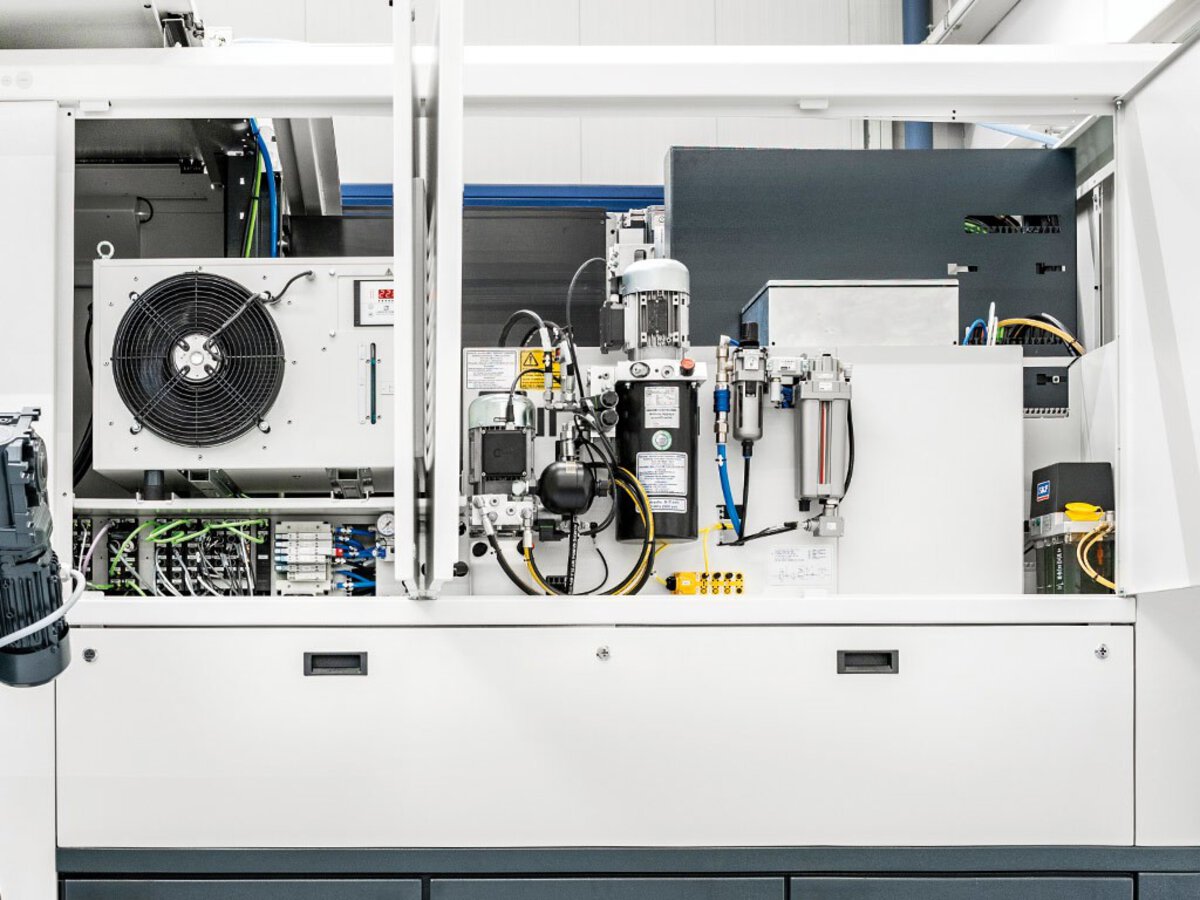
orsóhűtő és hőmérséklet-kompenzáció.
A HEDELIUS megmunkálóközpontjait orsóhűtőkkel szereli fel a maróorsóban keletkező hő elvezetésére. A hűtőrendszer már alapfelszereltségként megnövelt hőstabilitást ér el. Mivel azonban az orsóhűtés nem képes az összes hőt elvezetni, a HEDELIUS opcionálisan hőmérséklet-érzékelőket szerel fel az orsóra, a mozgóoszlopra és bizonyos esetekben a forgástengelyekre, hogy a vezérlőrendszeren keresztül kompenzálja a szerkezeti elmozdulásokat.
































































")