Mechanikus nyomógombos ACURA
A modern gyártási világban a pontosság és a beállítások optimalizálása érdekében magasan fejlett mérőrendszereket használnak. Az érintkező szondák és a lézerek segítenek megbízhatóan biztosítani a szerszámok és a munkadarabok minőségét a megmunkálási folyamat során. Az ilyen rendszerek használata tehát a pontos és hatékony gyártási folyamatok alapját képezi. Fedezze fel a különböző lehetőségeket, amelyek segítségével kiküszöbölheti a hibaforrásokat.
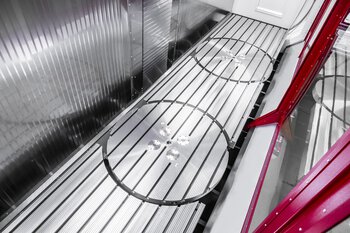
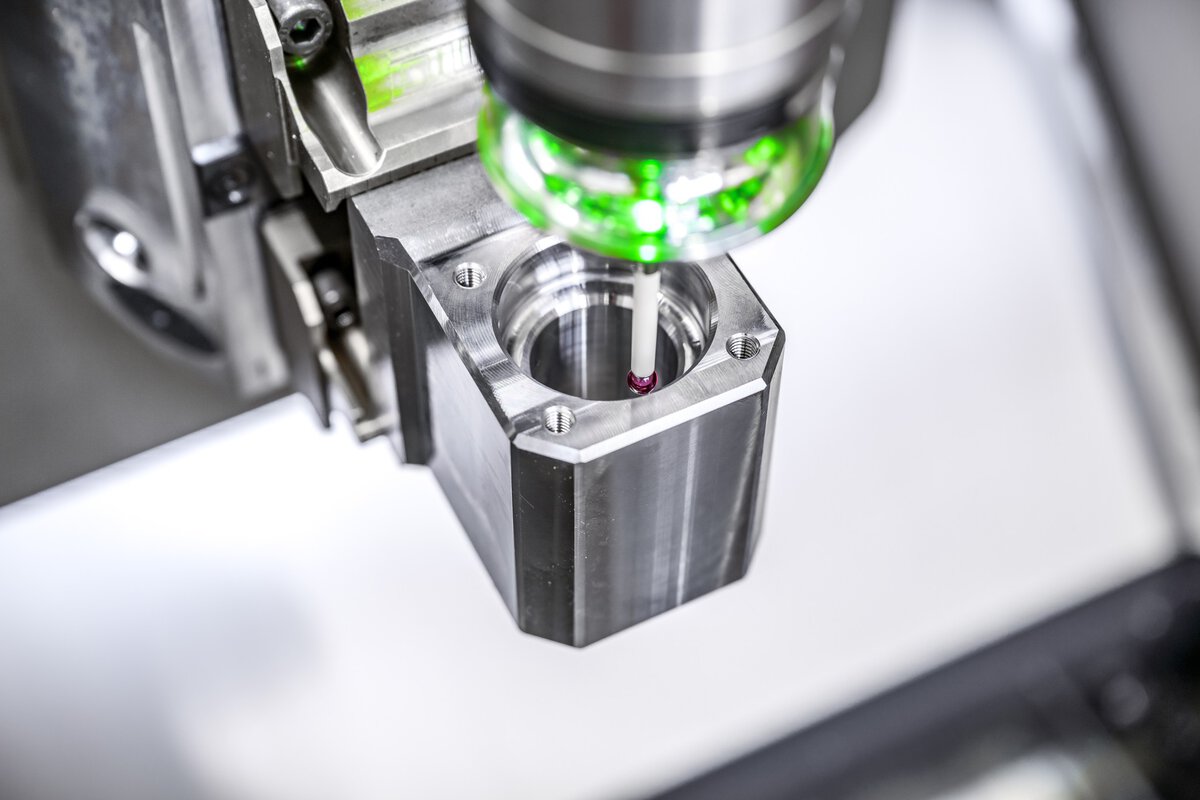
A munkadarab pozíciójának és méreteinek pontos meghatározása elengedhetetlen a gyártási pontossághoz. Ez a mérési folyamat automatikusan elvégezhető egy érintkező szondával, amely közvetlenül a CNC megmunkálóközpont munkaterületén pásztázza a munkadarabot. A 3D-s tapintószonda alkalmazási területe az előkészítő mérésektől, például a ráhagyás meghatározásától kezdve a megmunkálás közbeni mérések szabályozásán át, például az illesztések újbóli beállításáig, egészen a program végén a mérések ellenőrzéséig terjed, jelentések készítéséhez.

Amikor egy munkadarabot megközelítünk, a tapintó elhajlik, és egy precíziós kapcsolón keresztül egy kapcsolójelet továbbít a vezérlő felé. A HEDELIUS alapfelszereltségként az új kétirányú m&h IRP 25.50 szúrófejet használja. A szabványos 50 mm-es tapintószeg mellett különböző mérési egységek, különböző hosszabbítások és tapintókeresztek is használhatók. Ez azt jelenti, hogy a szondát bármikor optimálisan hozzá lehet igazítani az Ön termelésében felmerülő követelményekhez és alkalmazásokhoz.
Munkadarab nullpontjának meghatározása: A megmunkálás kezdőpontjának gyors és pontos meghatározása, ami jelentősen csökkenti a gyártási időt.
Munkadarab pozíciójának meghatározása: A munkadarab pozíciójának pontos meghatározása és korrekciója a megmunkálási hibák minimalizálása érdekében.
Munkadarab méretek ellenőrző mérése: A termékminőség biztosítása a gyártási folyamat során a méretek pontos meghatározásával.

A jövőálló IRP25.50 különböző mérési mozgásokat támogat:
PP41.00 mérőegység állványos rendszerrel
MY21.00 mérőegység félgömb rendszerrel
KTP44.10 hőmérsékletmérő egység
Kérésre a Heidenhain, a Renishaw vagy a Blum rendszereivel is felszerelhetjük megmunkálóközpontját.
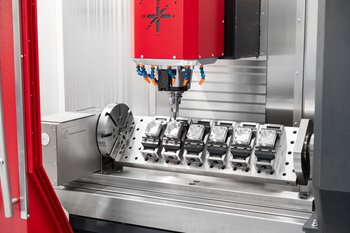
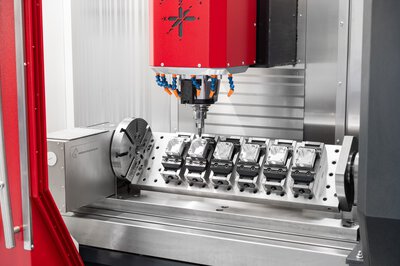
A HEDELIUS a marógépek és megmunkálóközpontok esetében alapfelszereltségként az m&h bevált IRT35.70 infravörös szerszámmérő rendszerére támaszkodik. A szabadalmaztatott mágnestartó a gépasztalon bárhol elhelyezhető. A rendszer az állványtartónak köszönhetően rendkívül nagy kézi váltási ismétlési pontosságot tesz lehetővé. A munkaterületet vagy a forgácshullást nem korlátozza zavaró kábel. A szerszámmérés és a szerszámtörés-érzékelés így rugalmasan, egyetlen készülékkel végezhető - még az ingamegmunkáló gépeken is.

Szerszámok nélküli pozícionálás a 3 pontos alátámasztásnak és a mágneses tartóerőnek köszönhetően
Gyors telepítés az előre rögzített alaplemezre vagy közvetlenül a gépasztalra
Nincs szükség kalibrálásra a kézi átpozícionáláshoz
Nincs szükség kalibrálásra

Az érintésmentes szerszámmérés lézersugárral nemcsak a hossz és az átmérő pontos és érintésmentes mérését teszi lehetővé, hanem a szerszám kopásának vagy törésének automatikus ellenőrzését is. A megbízható szerszámadatok a precíziós gyártás fontos előfeltételei. A mérési adatok automatikusan átkerülnek a szerszámtáblára a vezérlőrendszerben. A HEDELIUS ehhez a Blum Digilog vezető technológiájára támaszkodott.

Magasan dinamikus mérések minden szerszámjellemzőre
Minden szerszámtípus érintkezés nélküli mérése, típusok, formák és vágóanyagok
A geometriaváltozások, például a vágóél kopásának észlelése
Folyamatosan jó alkatrészpontosság a folyamatba integrált hőmérséklet-kompenzációnak köszönhetően
Az orsó növekedési és osztókör hibáinak megbízható kompenzálása
Automatikus koncentricitás-ellenőrzés a rossz szerszámtartók és a szennyeződések észlelése
Kisebb szerszámmozgás, automatizált működés


Mind a mechanikus szonda, mind a lézer alkalmas a törésérzékelésre. A megközelítéshez és az induláshoz azonban időre van szükségük, ami különösen kevés az automatizált sorozatgyártásnál. Ezért a HEDELIUS az ACURA modellekben a szerszámtárolóba integrált gyors törésérzékelő rendszert kínál a fúrókhoz és a csapokhoz. Minden szerszámcsere után a fúrót vagy a csapot egy pálcával megtapogatjuk, hogy ellenőrizzük a szerszámtáblában tárolt hosszt. A mérési folyamat mindössze kb. 3 másodpercet vesz igénybe, és így lényegesen gyorsabb, mint a szondával vagy lézerrel történő mérés.

Szakértőink szívesen támogatják Önt az egyedi megoldási koncepció megvalósításában. Tudja meg, milyen lehetőségeket rejtenek a különböző kiegészítő opciók az Ön termelésében, és fedezze fel előnyös szondacsomagjainkat. Egyeztessen most egy nem kötelező erejű konzultációt! Használja az alábbi kapcsolatfelvételi űrlapot, vagy küldjön nekünk egy e-mailt a sales@hedelius.de címre.



CNC megmunkálóközpontok számára

Megmunkálóközpontok közvetlenül a gyártótól. Nagyon rövid szállítási idő!

Találja meg az Önnek megfelelő CNC megmunkálóközpontot.

X: 500 mm | Y: 550/370 mm | Z: 550 mm
Ø 550 mm Sturgeon áramkör | max. 300 kg
SK40 / BT40 / HSK A63

X: 700 mm | Y: 650/465 mm | Z: 600 mm
Ø 700 mm Sturgeon áramkör | max. 500 kg
SK40 / BT40 / HSK A63

X: 900 mm | Y: 850/600 mm | Z: 700 mm
Ø 900 mm Sturgeon áramkör | max. 1000 kg
SK40 / BT40 / HSK A63







X: 2000/2600/3600 mm
Y: 700 mm | Z: 695/735 mm
Ø 1050 mm Sturgeon áramkör | max. 800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 900/1005 mm
Ø 1250 mm Sturgeon áramkör | max. 1800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1000/1165 mm
Ø 1450 mm Sturgeon áramkör | max. 2200 kg
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 900/1005 mm
Ø 1450 mm Sturgeon áramkör | max. 1800 kg
SK40 / BT40 / HSK A63













X: 1120 mm | Y: 550 mm | Z: 550 mm
SK40 / BT40 / HSK A63

X: 1320 mm | Y: 650 mm | Z: 600 mm
SK40 / BT40 / HSK A63

X: 1620 mm | Y: 850 mm | Z: 700 mm
SK40 / BT40 / HSK A63

X: 2000/2600/3600 mm
Y: 700 mm | Z: 800 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 1005 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1165 mm
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 1005 mm
SK40 / BT40 / HSK A63












Növelje a gyártás pontosságát a magasan fejlett érintésérzékelők és lézerek segítségével.
A megmunkálóközpontban egy válaszfal használatával egy munkaterületből két zárt, független munkaterület hozható létre az ingamódban történő megmunkáláshoz.

A gépasztal szabványosított interfésszel van felszerelve, amely néhány másodpercre csökkenti a rögzítőeszközök centrírozását és igazítását.

A TILTENTA alkalmazási körének kiterjesztése az 5 oldalú megmunkálástól az 5 tengelyes szimultán megmunkálásig.
Csatlakozó forgóasztalok a tengelyek meghosszabbításához és a CNC megmunkálóközpont teljesítményspektrumának növeléséhez.

Lehetővé teszi a többoldalú megmunkálást többszörös befogással, és ezáltal racionalizálja a sorozatgyártást.
A SIEMENS vagy a HEIDENHAIN legkorszerűbb vezérléstechnikája maximális kezelési kényelmet és korlátlan funkcionalitást garantál.

A nagynyomású hűtőközeg-rendszerek alkalmazása döntő lépés a CNC megmunkálóközpont teljesítményének jelentős növelése felé.

Növelje a gyártás hatékonyságát a HEDELIUS megmunkálóközpontokhoz készült fejlett tisztítási technológiánkkal.

Technológiai előny biztosítása: nagy teljesítményű és nagy forgatónyomatékú CELOX integrált motororsók hibrid csapágytechnológiával.

Fokozott kezelési kényelem és tehermentesítés a gépkezelők számára.
A HEDELIUS minden géphez kínálja a munkaterület ajtóinak festését az Ön színigényei szerint.

A forgácsprés leválasztja a forgácsot a hűtő-olajról, és tiszta, kezelhető briketté tömöríti.

Automatizálási megoldások és nyílt interfészek harmadik fél szolgáltatók számára a hatékonyság növelése érdekében.
Automatizálási megoldások egyedi alkatrészekhez, mint ismétlődő alkatrészekhez vagy kis- és közepes sorozathoz raklapokkal.

A robotcellák teljesen automatikusan kezelik a munkadarabokat a rácsos fiókokból a kis- és közepes sorozatgyártáshoz.

Automatizálási megoldások, amelyek egy rendszerben egyesítik a munkadarab- és raklapkezelést

Az ACURA 50 és az ACURA 65 tükörképes kialakítása lehetővé teszi a raklap- vagy munkadarabrendszerekkel való összekapcsolást.

A különálló szerszámtárolók akár 264 további szerszám számára tisztítják, karbantartják és jelentősen csökkentik az átállási időt.
Az automatizálási rendszerhez való elektromos csatlakozáshoz rendelkezésre állnak előre konfigurált szabványos interfészek, például az EROWA, INDUNORM, ROBOJOB, BMO vagy LANG számára.
")
+ Megmunkálóközpontok automatizálása forgatható forgóasztallal
+ Oldalirányú terhelés az automatizálási rendszerrel
+ A munkaterület teljesen érintetlen marad
+ Kis helyigényű megoldások

+ Hosszú ágyú marógépek automatizálása forgatható orsóval
+ Frontális terhelés az automatizálási rendszerrel
+ A munkaterület érintetlen marad
+ Megoldás 5 tengelyes és hosszú alkatrészek megmunkálására

+ 3 tengelyes marógépek automatizálása
+ Oldalirányú terhelés az automatizálási rendszeren keresztül
+ A munkaterület teljesen érintetlen marad
+ Kis helyigényű megoldások


















Ma már több mint 3000 HEDELIUS megmunkálóközpontot telepítettünk, így az iparágak széles skáláján biztosítjuk a pontos és erőteljes megmunkálást.

A különböző tervezési kiemelések biztosítják, hogy ügyfeleink hosszú távon minden gyártási lépésben maximális pontosságot és hatékonyságot érjenek el.

A beállítási időt optimalizáló technológia, például a gyors szerszámellátás és az innovatív befogóeszközök használatával a vállalatok hosszú távon maximalizálhatják az orsó futási idejét.

A precíziós gépeink pontosságát jelentősen befolyásoló tényezők.

Optimalizálja HEDELIUS megmunkálóközpontját az opciók széles választékával, amelyek pontosan az Ön egyedi igényeihez és gyártási feladataihoz igazodnak.

Növelje a gyártás pontosságát a magasan fejlett érintésérzékelők és lézerek segítségével.
A megmunkálóközpontban egy válaszfal használatával egy munkaterületből két zárt, független munkaterület hozható létre az ingamódban történő megmunkáláshoz.
A gépasztal szabványosított interfésszel van felszerelve, amely néhány másodpercre csökkenti a rögzítőeszközök centrírozását és igazítását.
A TILTENTA alkalmazási körének kiterjesztése az 5 oldalú megmunkálástól az 5 tengelyes szimultán megmunkálásig.
Csatlakozó forgóasztalok a tengelyek meghosszabbításához és a CNC megmunkálóközpont teljesítményspektrumának növeléséhez.
Lehetővé teszi a többoldalú megmunkálást többszörös befogással, és ezáltal racionalizálja a sorozatgyártást.
A SIEMENS vagy a HEIDENHAIN legkorszerűbb vezérléstechnikája maximális kezelési kényelmet és korlátlan funkcionalitást garantál.
A nagynyomású hűtőközeg-rendszerek alkalmazása döntő lépés a CNC megmunkálóközpont teljesítményének jelentős növelése felé.
Növelje a gyártás hatékonyságát a HEDELIUS megmunkálóközpontokhoz készült fejlett tisztítási technológiánkkal.
Technológiai előny biztosítása: nagy teljesítményű és nagy forgatónyomatékú CELOX integrált motororsók hibrid csapágytechnológiával.
Fokozott kezelési kényelem és tehermentesítés a gépkezelők számára.
A HEDELIUS minden géphez kínálja a munkaterület ajtóinak festését az Ön színigényei szerint.
A forgácsprés leválasztja a forgácsot a hűtő-olajról, és tiszta, kezelhető briketté tömöríti.
A TNC7 a kiváló minőségű hardverkomponenseket fejlett, testreszabható felhasználói felülettel és bőséges funkciócsomaggal ötvözi.

A SINUMERIK ONE segítségével a digitális ikreknek, a kibővített diagnosztikai funkcióknak és a nagyfokú rugalmasságnak köszönhetően új mércét állíthat fel a termelésben.

+ Személyre szabott. Országszerte helyben.
+ Intelligens telepítési tervezés.
+ Kiváló pótalkatrész-ellátottság.

Gyors, professzionális megoldás, ha szervizelésre van szükség.

+ Szervizkérdések
+ Karbantartási kérdések
+ Pótalkatrészkérdések

Aktuális információk és hírek a HEDELIUS Maschinenfabrikról. Rövid betekintés a megmunkálóközpontok, automatizálások és események termékválasztékába.

Látogasson el hozzánk május 14-én és 15-én a nagy HEDELIUS házi kiállításra, ahol számos szakmai előadás és egy vonzó kereskedelmi kiállítás várja.

A workshopok, vásári megjelenések és egyéb események összes közelgő időpontja egy pillantással.

Több mint 3000 neves európai ügyfél bízik a HEDELIUS gépek minőségében és megbízhatóságában.

Érdekességek a vállalatról, hírek, termékinformációk, felhasználói beszámolók

Letöltési területünkön számos ingyenes információs anyagot kínálunk.

Regisztráljon most a 2025-ös HEDELIUS házi kiállításra, és ismerje meg élőben a legújabb CNC technológiákat!

Izgalmas műszaki előadások a HEDELIUS házi kiállításon! Szerezzen értékes betekintést a megmunkáló gyártás aktuális trendjeibe és gyakorlati megoldásokba az iparág szakértőitől.

A legújabb automatizálási rendszerek, precíziós szerszámok és gyártási megoldások várják Önt a HEDELIUS házi kiállításán - közvetlen párbeszédben a szakértőkkel. Fedezze fel a szakkiállítás összes résztvevőjét.

A HEDELIUS-nak 55 éve egyetlen célja van: az egyedi alkatrészek és kis tételek gyártásának hatékonyságának növelése a gép-, szerszám- és járműgyártásban.
Használja ki a lehetőséget, hogy élőben megtapasztalja megmunkálóközpontjainkat és automatizálási megoldásainkat, és győződjön meg teljesítményükről és megbízhatóságukról.

Átfogó és gyakorlati képzés CNC programozók és kezelők számára a 3 és 5 tengelyes megmunkálástól az 5 tengelyes megmunkálásig.

Európában több ezer vállalat, köztük rejtett bajnokok, támaszkodik megoldásainkra. A kkv-któl a globális vállalatokig elkísérjük Önt a fenntartható sikerhez vezető úton.

Ismerje meg a megmunkálási technológia legújabb fejlesztéseit - akár kényelmesen online, akár közvetlenül nálunk, Meppenben.

A HEDELIUS megmunkálóközpontokat a legkülönbözőbb iparágakban használják.

Az erőforrások megőrzése, az energiahatékonyság és a jövő biztosítása: erőfeszítéseink a fenntartható jövő kialakításához való pozitív hozzájárulás érdekében.

Beszállítóként osztja a minőségre és megbízhatóságra vonatkozó értékeinket? Akkor vegye fel velünk a kapcsolatot.

Az évek során 17 kereskedelmi partnerből álló erős hálózatot építettünk ki Európa-szerte.