Przycisk mechaniczny ACURA
W nowoczesnym świecie produkcji, wysoko rozwinięte systemy pomiarowe są wykorzystywane ze względu na dokładność i optymalizację procesów przezbrajania. Sondy dotykowe i lasery pomagają niezawodnie zapewnić jakość Narzędzi i Przedmiotów Obrabianych w Procesie Obróbki Skrawaniem. Zastosowanie takich systemów stanowi zatem podstawę precyzyjnych i wydajnych procesów produkcyjnych. Poznaj różne opcje, które mogą pomóc w zamknięciu źródeł błędów.
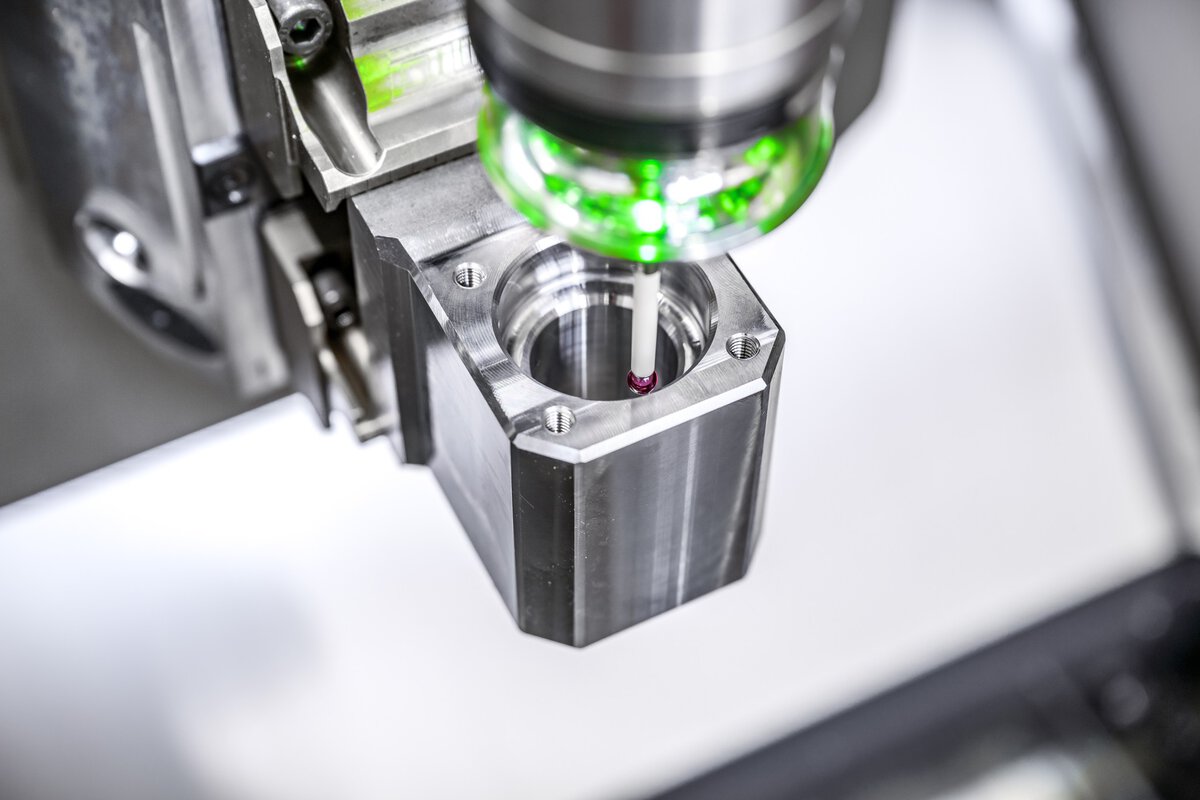
Precyzyjne określenie pozycji i wymiarów Przedmiotu Obrabianego ma kluczowe znaczenie dla dokładności produkcji. Ten proces pomiarowy może być wykonywany automatycznie przez czujnik pomiarowy, który skanuje przedmiot obrabiany bezpośrednio w obszarze roboczym centrum obróbkowego CNC. Obszar zastosowania sondy Przycisk rozciąga się od pomiarów przygotowawczych, takich jak określanie naddatku, poprzez pomiary regulacyjne podczas obróbki, takie jak ponowne dopasowanie, aż po monitorowanie pomiarów na końcu programu w celu tworzenia protokołów.

Gdy przedmiot obrabiany jest zbliżany, trzpień pomiarowy jest odchylany, a sygnał przełączający jest przesyłany do sterowania za pośrednictwem precyzyjnego przełącznika. HEDELIUS standardowo wykorzystuje nowy dwukierunkowy Przycisk m&h IRP 25.50. Oprócz standardowego trzpienia pomiarowego 50 mm można stosować różne jednostki pomiarowe, różne przedłużenia i krzyże trzpieni pomiarowych. Oznacza to, że w każdej chwili możliwe jest optymalne Dostosowanie Przycisku do nadchodzących wymagań i zastosowań w produkcji.
Określanie punktu zerowego przedmiotu obrabianego: Szybkie i dokładne określanie punktu początkowego obróbki, co znacznie skraca czas produkcji.
Określanie pozycji przedmiotu obrabianego: Precyzyjne określanie i korygowanie położenia przedmiotu obrabianego w celu zamknięcia błędów obróbki.
Pomiar kontrolny wymiarów przedmiotu obrabianego: Zapewnienie jakości produktu poprzez dokładne określenie wymiarów podczas procesu produkcji.

Przyszłościowy IRP25.50 obsługuje różne ruchy pomiarowe:
PP41.00 jednostka pomiarowa z systemem statywu
MY21.00 jednostka pomiarowa z systemem półkuli
KTP44.10 jednostka pomiarowa temperatury
KTP44.10 jednostka pomiarowa temperatury
Na życzenie możemy również wyposażyć centrum obróbkowe w systemy firm Heidenhain, Renishaw lub Blum.
HEDELIUS polega na wypróbowanym i przetestowanym systemie pomiaru narzędzi IRT35.70 na podczerwień firmy m&h dla Frezarek i Centrów obróbkowych w standardzie. Opatentowany uchwyt magnetyczny może być umieszczony w dowolnym miejscu na stole maszynowym. Dzięki podparciu na statywie, system pozwala na niezwykle wysoką dokładność powtórzeń ręcznej zmiany. Obszar roboczy lub opad wiórów nie jest ograniczony przez przeszkadzający kabel. Pomiar narzędzia i wykrywanie pęknięcia narzędzia mogą być zatem wykonywane elastycznie za pomocą tylko jednego urządzenia - nawet na maszynach z obróbką wahadłową.

Pozycjonowanie bez użycia Narzędzi dzięki 3-punktowemu podparciu i sile utrzymania Magnesu
Szybka instalacja na wstępnie zamontowanej płycie głównej lub bezpośrednio na stole maszynowym
Nie wymaga kalibracji do ręcznego pozycjonowania

Bezdotykowy pomiar narzędzi za pomocą wiązki laserowej umożliwia nie tylko precyzyjny i bezdotykowy pomiar długości i średnicy, ale także automatyczną kontrolę zużycia lub pęknięcia narzędzia. Niezawodne dane o narzędziach są ważnym warunkiem wstępnym precyzyjnej produkcji. Dane pomiarowe są automatycznie przesyłane do tabeli narzędzi w układzie sterowania. W tym celu firma HEDELIUS postawiła na otwartą technologię Blum Digilog.

Wysoce dynamiczne pomiary wszystkich charakterystyk formy
Bezdotykowy pomiar wszystkich typów narzędzi, kształtów i materiałów tnących
Rozpoznawanie zmian geometrii, takich jak zużycie krawędzi tnącej
Niezmiennie wysoka dokładność części dzięki zintegrowanej z procesem kompensacji temperatury
Niezawodna kompensacja wzrostu wrzeciona i błędów okręgu lotu
Automatyczna kontrola współosiowości rozpoznaje słabe uchwyty narzędzi i zabrudzenia.
Niski tryb skanowania, zautomatyzowany tryb pracy


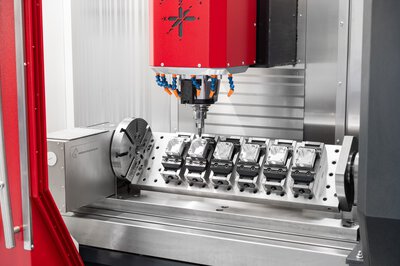
Zarówno mechaniczny Przycisk, jak i Laser nadają się do wykrywania pęknięć. Wymagają one jednak czasu na podejście i odejście, który jest szczególnie ograniczony w zautomatyzowanej produkcji seryjnej. Dlatego HEDELIUS oferuje szybki system wykrywania uszkodzeń wierteł i gwintowników zintegrowany z magazynem narzędzi w modelach ACURA. Po każdej zmianie narzędzia, wiertło lub gwintownik są sondowane za pomocą różdżki w celu zamknięcia długości zapisanej w tabeli narzędzi. Proces pomiaru trwa tylko ok. 3 sekund, a zatem jest znacznie szybszy niż pomiar za pomocą Przycisku lub Lasera.

Nasi eksperci chętnie pomogą w realizacji indywidualnej koncepcji rozwiązania. Dowiedz się, jaki potencjał mają różne opcje akcesoriów dla Twojej produkcji i odkryj nasze korzystne pakiety sond. Umów się na niezobowiązującą konsultację już teraz! Skorzystaj z poniższego formularza kontaktowego lub wyślij nam wiadomość e-mail na adres sales@hedelius.de.



Dla centrów obróbkowych CNC

Centra obróbkowe bezpośrednio od Producenta. Bardzo krótki czas dostawy!

Znajdź odpowiednie dla siebie centrum obróbkowe CNC.

X: 500 mm | Y: 550/370 mm | Z: 550 mm
Ø 550 mm Obwód jesiotra | max. 300 kg
SK40 / BT40 / HSK A63

X: 700 mm | Y: 650/465 mm | Z: 600 mm
Ø 700 mm Obwód jesiotra | max. 500 kg
SK40 / BT40 / HSK A63

X: 900 mm | Y: 850/600 mm | Z: 700 mm
Ø 900 mm Obwód jesiotra | max. 1000 kg
SK40 / BT40 / HSK A63







X: 2000/2600/3600 mm
Y: 700 mm | Z: 695/735 mm
Ø 1050 mm Obwód jesiotra | max. 800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 900/1005 mm
Ø 1250 mm Obwód jesiotra | max. 1800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1000/1165 mm
Ø 1450 mm Obwód jesiotra | max. 2200 kg
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 900/1005 mm
Ø 1450 mm Obwód jesiotra | max. 1800 kg
SK40 / BT40 / HSK A63













X: 1120 mm | Y: 550 mm | Z: 550 mm
SK40 / BT40 / HSK A63

X: 1320 mm | Y: 650 mm | Z: 600 mm
SK40 / BT40 / HSK A63

X: 1620 mm | Y: 850 mm | Z: 700 mm
SK40 / BT40 / HSK A63

X: 2000/2600/3600 mm
Y: 700 mm | Z: 800 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 1005 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1165 mm
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 1005 mm
SK40 / BT40 / HSK A63












Zwiększ dokładność swojej produkcji za pomocą wysoko rozwiniętych sond dotykowych i laserów.
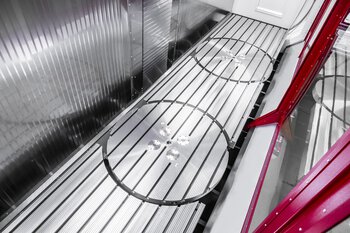
Dzięki zastosowaniu Ściany działowej w centrum obróbkowym, z jednego obszaru roboczego można utworzyć dwa zamknięte, niezależne obszary robocze do obróbki w Ruchu wahadłowym.

Stół maszynowy jest wyposażony w znormalizowany Interfejs, który skraca centrowanie i ustawianie urządzeń do zaledwie kilku sekund.

Rozszerzenie zakresu zastosowań urządzenia TILTENTA z obróbki 5-stronnej do 5-osiowej obróbki symultanicznej.
Stoły okrągłe do rozbudowy osi i zwiększenia spektrum wydajności centrum obróbkowego CNC.

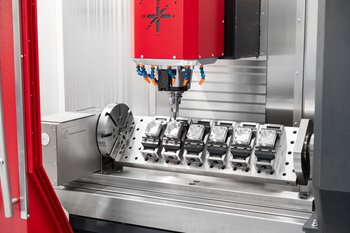
Umożliwiają obróbkę wielostronną z wielokrotnym mocowaniem, a tym samym racjonalizują produkcję seryjną.
Najnowocześniejsza technologia sterowania SIEMENS lub HEIDENHAIN gwarantuje maksymalny komfort obsługi i nieograniczoną funkcjonalność.

Wdrożenie wysokociśnieniowej instalacji chłodzącej jest decydującym krokiem w kierunku znacznego zwiększenia wydajności centrum obróbkowego CNC.

Zwiększ wydajność swojej produkcji dzięki naszej zaawansowanej technologii czyszczenia centrów obróbkowych HEDELIUS.

Zapewnienie przewagi technologicznej: Mocne i wysokoobrotowe wrzeciona silników zintegrowanych CELOX z technologią łożysk hybrydowych.

Zwiększony komfort pracy i ulga dla operatorów maszyn.
HEDELIUS oferuje Lakierowanie drzwi obszaru roboczego dla wszystkich Maszyn zgodnie z Państwa wymaganiami kolorystycznymi.

Prasa do wiórów oddziela wióry od środków chłodząco-smarujących i spręża je w czyste, łatwe w obróbce brykiety.

Rozwiązania automatyczne i otwarte interfejsy dla dostawców zewnętrznych w celu zwiększenia wydajności.
Rozwiązania automatyczne dla pojedynczych elementów jako powtarzalnych części lub małych i średnich serii z paletami.

Moduły robota zarządzają przedmiotami obrabiany z szuflad siatkowych w pełni automatycznie dla produkcji małych i średnich partii.

Rozwiązania automatyczne łączące obsługę Przedmiotów Obrabianych i palet w jednym systemie

Wersja ACURA 50 i ACURA 65 w lustrzanym odbiciu umożliwia połączenie z systemami palet lub przedmiotów obrabianych.

Oddzielne magazyny narzędzi dla zamkniętej liczby 264 dodatkowych Narzędzi pozwalają na czyszczenie, konserwację i znaczne skrócenie czasu przezbrajania.
Wstępnie skonfigurowane standardowe Interfejsy, np. dla EROWA, INDUNORM, ROBOJOB, BMO lub LANG, są dostępne do elektrycznego podłączenia do systemu automatyki.
")
+ Automatyzacja centrów obróbkowych ze stołem obrotowo-przechylnym
+ Obciążenie boczne przez system automatyzacji
+ Obszar roboczy pozostaje w pełni nienaruszony
+ Rozwiązania o niewielkiej powierzchni zabudowy

+ Automatyzacja frezarek z długim łożem i wrzecionem wychylnym
+ Ładowanie od przodu przez system automatyzacji
+ Obszar roboczy pozostaje nienaruszony
+ Rozwiązanie do obróbki 5-osiowej i obróbki długich detali

+ Automatyzacja frezarek 3-osiowych
+ Załadunek boczny przez system automatyzacji
+ Obszar roboczy pozostaje w pełni nienaruszony
+ Rozwiązania o niewielkiej powierzchni zabudowy





















Dzięki ponad 3000 zainstalowanych obecnie centrów obróbkowych HEDELIUS zapewniamy precyzyjną i wydajną obróbkę skrawaniem w wielu gałęziach przemysłu.

Różnorodne rozwiązania konstrukcyjne zapewniają naszym Klientom maksymalną precyzję i wydajność na każdym etapie produkcji.

Dzięki zastosowaniu technologii zoptymalizowanej pod kątem czasu ustawiania, takiej jak szybkie dostarczanie narzędzi i innowacyjne urządzenia mocujące, firmy mogą zmaksymalizować czas pracy wrzeciona w dłuższej perspektywie.

Czynniki, które mają znaczący wpływ na dokładność naszych precyzyjnych maszyn.

Zoptymalizuj swoje centrum obróbkowe HEDELIUS dzięki szerokiej gamie opcji, które są precyzyjnie dostosowane do konkretnych wymagań i zadań produkcyjnych.

Zwiększ dokładność swojej produkcji za pomocą wysoko rozwiniętych sond dotykowych i laserów.
Dzięki zastosowaniu Ściany działowej w centrum obróbkowym, z jednego obszaru roboczego można utworzyć dwa zamknięte, niezależne obszary robocze do obróbki w Ruchu wahadłowym.
Stół maszynowy jest wyposażony w znormalizowany Interfejs, który skraca centrowanie i ustawianie urządzeń do zaledwie kilku sekund.
Rozszerzenie zakresu zastosowań urządzenia TILTENTA z obróbki 5-stronnej do 5-osiowej obróbki symultanicznej.
Stoły okrągłe do rozbudowy osi i zwiększenia spektrum wydajności centrum obróbkowego CNC.
Umożliwiają obróbkę wielostronną z wielokrotnym mocowaniem, a tym samym racjonalizują produkcję seryjną.
Najnowocześniejsza technologia sterowania SIEMENS lub HEIDENHAIN gwarantuje maksymalny komfort obsługi i nieograniczoną funkcjonalność.
Wdrożenie wysokociśnieniowej instalacji chłodzącej jest decydującym krokiem w kierunku znacznego zwiększenia wydajności centrum obróbkowego CNC.
Zwiększ wydajność swojej produkcji dzięki naszej zaawansowanej technologii czyszczenia centrów obróbkowych HEDELIUS.
Zapewnienie przewagi technologicznej: Mocne i wysokoobrotowe wrzeciona silników zintegrowanych CELOX z technologią łożysk hybrydowych.
Zwiększony komfort pracy i ulga dla operatorów maszyn.
HEDELIUS oferuje Lakierowanie drzwi obszaru roboczego dla wszystkich Maszyn zgodnie z Państwa wymaganiami kolorystycznymi.
Prasa do wiórów oddziela wióry od środków chłodząco-smarujących i spręża je w czyste, łatwe w obróbce brykiety.
TNC7 łączy w sobie wysokiej jakości komponenty sprzętowe z zaawansowanym, konfigurowalnym interfejsem użytkownika i bogatym pakietem funkcji.

Dzięki SINUMERIK ONE można wyznaczyć nowe standardy w produkcji dzięki cyfrowym bliźniakom, rozszerzonym funkcjom diagnostycznym i wysokiej elastyczności.

+ Personalizacja. Na miejscu w całym kraju.
+ Inteligentne planowanie wdrożeń.
+ Doskonała dostępność części zamiennych.

Szybkie, profesjonalne rozwiązanie, gdy wymagany jest serwis.

+ Zapytania dotyczące serwisu
+ Zapytania dotyczące konserwacji
+ Zapytania dotyczące części zamiennych

Aktualne informacje i wiadomości o firmie HEDELIUS Maschinenfabrik. Krótki wgląd w różnorodność produktów centrów obróbkowych, automatyzacji i wydarzeń.

Odwiedź nas 14 i 15 maja na dużych targach wewnętrznych HEDELIUS z szeroką gamą specjalistycznych prezentacji i atrakcyjną wystawą handlową.

Wszystkie nadchodzące daty warsztatów, targów i innych wydarzeń w otwartej formie.

Ponad 3000 znanych klientów z całej Europy zaufało jakości i niezawodności maszyn HEDELIUS.

Zapewniamy szeroki zakres bezpłatnych materiałów informacyjnych w naszym obszarze pobierania.

Ciekawostki o firmie, aktualności, informacje o produktach, raporty użytkowników

Zarejestruj się już teraz na wewnętrzną wystawę HEDELIUS 2025 i poznaj najnowsze technologie CNC na żywo!

Ekscytujące prezentacje techniczne na wewnętrznych targach HEDELIUS! Uzyskaj cenny wgląd w aktualne trendy w produkcji obróbki skrawaniem i praktyczne rozwiązania od ekspertów branżowych.

Najnowsze systemy automatyzacji, precyzyjne narzędzia i rozwiązania produkcyjne czekają na Ciebie na wystawie wewnętrznej HEDELIUS - w bezpośrednim dialogu z ekspertami. Odkryj wszystkich uczestników targów.

Od 55 lat firma HEDELIUS ma tylko jeden cel: zwiększenie wydajności produkcji pojedynczych elementów i małych serii w budowie maszyn, Narzędzi i pojazdów.
Take the opportunity to experience our machining centres and automation solutions live and see their performance and safety for yourself.

Tysiące firm w Europie, w tym ukryci mistrzowie, polegają na naszych rozwiązaniach. Od MŚP po globalne korporacje, towarzyszymy Ci na drodze do zrównoważonego sukcesu.

Kompleksowe i praktyczne szkolenia dla programistów i operatorów CNC od obróbki 3-osiowej do 5-osiowej.

Poznaj najnowsze osiągnięcia w technologii obróbki skrawaniem - wygodnie online lub bezpośrednio u nas w Meppen.

Centra obróbkowe HEDELIUS znajdują zastosowanie w wielu różnych gałęziach przemysłu.

Ochrona zasobów, Wydajność energetyczna i zabezpieczenie przyszłości: nasze wysiłki na rzecz pozytywnego wkładu w kształtowanie zrównoważonej przyszłości.

Czy jako dostawca podzielasz nasze wartości jakości i niezawodności? W takim razie prosimy o otwarty kontakt.

Przez lata zbudowaliśmy silną sieć 17 partnerów handlowych w całej Europie.