Rodzaj budowy.

3-osiowe centrum obróbkowe FORTE 11-3600 imponuje szerokim zakresem zastosowań w różnych branżach. Niezależnie od tego, czy chodzi o budowę maszyn lub narzędzi, konstrukcję pojazdów czy lotnictwo i kosmonautykę - Model FORTE firmy HEDELIUS wyznacza standardy wszędzie tam, gdzie długie przedmioty obrabiane są ekonomicznie z wysoką precyzją. Dzięki wydajnym wrzecionom frezarskim, 65-pozycyjnemu magazynowi narzędzi w standardzie i szerokiej gamie akcesoriów, to centrum obróbkowe stanie się produktywnym centrum Twojej produkcji.
W tym miejscu tworzone jest porównanie maszyn: Dodaj kolejne zamknięte maszyny, aby porównać parametry wydajności.
Wiele czynników odgrywa rolę w osiągnięciu określonej dokładności obrabianego przedmiotu. Po pierwsze, są to same maszyny. Rodzaj budowy, podzespoły i oprogramowanie mają wpływ na wynik obróbki. Istnieje jednak również wiele czynników towarzyszących, które należy wziąć pod uwagę, począwszy od lokalizacji maszyny, poprzez sprzęt pomiarowy, urządzenia mocujące i narzędzia, a skończywszy na kwalifikacjach pracowników.








Dla centrów obróbkowych CNC

Centra obróbkowe bezpośrednio od Producenta. Bardzo krótki czas dostawy!

Znajdź odpowiednie dla siebie centrum obróbkowe CNC.

X: 500 mm | Y: 550/370 mm | Z: 550 mm
Ø 550 mm Obwód jesiotra | max. 300 kg
SK40 / BT40 / HSK A63

X: 700 mm | Y: 650/465 mm | Z: 600 mm
Ø 700 mm Obwód jesiotra | max. 500 kg
SK40 / BT40 / HSK A63

X: 900 mm | Y: 850/600 mm | Z: 700 mm
Ø 900 mm Obwód jesiotra | max. 1000 kg
SK40 / BT40 / HSK A63







X: 2000/2600/3600 mm
Y: 700 mm | Z: 695/735 mm
Ø 1050 mm Obwód jesiotra | max. 800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 900/1005 mm
Ø 1250 mm Obwód jesiotra | max. 1800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1000/1165 mm
Ø 1450 mm Obwód jesiotra | max. 2200 kg
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 900/1005 mm
Ø 1450 mm Obwód jesiotra | max. 1800 kg
SK40 / BT40 / HSK A63













X: 1120 mm | Y: 550 mm | Z: 550 mm
SK40 / BT40 / HSK A63

X: 1320 mm | Y: 650 mm | Z: 600 mm
SK40 / BT40 / HSK A63

X: 1620 mm | Y: 850 mm | Z: 700 mm
SK40 / BT40 / HSK A63

X: 2000/2600/3600 mm
Y: 700 mm | Z: 800 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 1005 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1165 mm
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 1005 mm
SK40 / BT40 / HSK A63












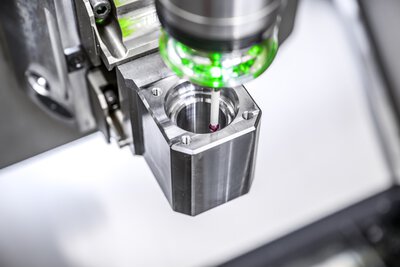
Zwiększ dokładność swojej produkcji za pomocą wysoko rozwiniętych sond dotykowych i laserów.
Dzięki zastosowaniu Ściany działowej w centrum obróbkowym, z jednego obszaru roboczego można utworzyć dwa zamknięte, niezależne obszary robocze do obróbki w Ruchu wahadłowym.

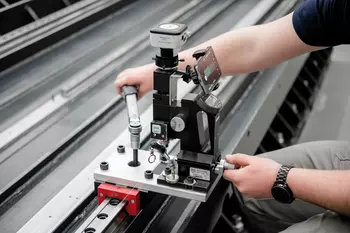
Stół maszynowy jest wyposażony w znormalizowany Interfejs, który skraca centrowanie i ustawianie urządzeń do zaledwie kilku sekund.

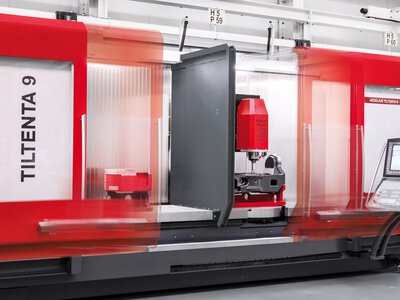
Rozszerzenie zakresu zastosowań urządzenia TILTENTA z obróbki 5-stronnej do 5-osiowej obróbki symultanicznej.
Stoły okrągłe do rozbudowy osi i zwiększenia spektrum wydajności centrum obróbkowego CNC.

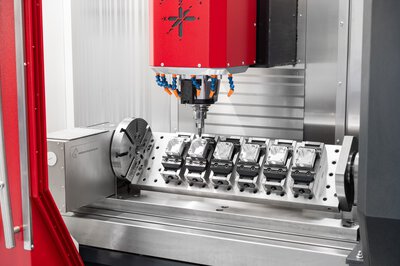
Umożliwiają obróbkę wielostronną z wielokrotnym mocowaniem, a tym samym racjonalizują produkcję seryjną.
Najnowocześniejsza technologia sterowania SIEMENS lub HEIDENHAIN gwarantuje maksymalny komfort obsługi i nieograniczoną funkcjonalność.

Wdrożenie wysokociśnieniowej instalacji chłodzącej jest decydującym krokiem w kierunku znacznego zwiększenia wydajności centrum obróbkowego CNC.

Zwiększ wydajność swojej produkcji dzięki naszej zaawansowanej technologii czyszczenia centrów obróbkowych HEDELIUS.

Zapewnienie przewagi technologicznej: Mocne i wysokoobrotowe wrzeciona silników zintegrowanych CELOX z technologią łożysk hybrydowych.

Zwiększony komfort pracy i ulga dla operatorów maszyn.
HEDELIUS oferuje Lakierowanie drzwi obszaru roboczego dla wszystkich Maszyn zgodnie z Państwa wymaganiami kolorystycznymi.

Prasa do wiórów oddziela wióry od środków chłodząco-smarujących i spręża je w czyste, łatwe w obróbce brykiety.

Rozwiązania automatyczne i otwarte interfejsy dla dostawców zewnętrznych w celu zwiększenia wydajności.
Rozwiązania automatyczne dla pojedynczych elementów jako powtarzalnych części lub małych i średnich serii z paletami.

Moduły robota zarządzają przedmiotami obrabiany z szuflad siatkowych w pełni automatycznie dla produkcji małych i średnich partii.

Rozwiązania automatyczne łączące obsługę Przedmiotów Obrabianych i palet w jednym systemie

Wersja ACURA 50 i ACURA 65 w lustrzanym odbiciu umożliwia połączenie z systemami palet lub przedmiotów obrabianych.

Oddzielne magazyny narzędzi dla zamkniętej liczby 264 dodatkowych Narzędzi pozwalają na czyszczenie, konserwację i znaczne skrócenie czasu przezbrajania.
Wstępnie skonfigurowane standardowe Interfejsy, np. dla EROWA, INDUNORM, ROBOJOB, BMO lub LANG, są dostępne do elektrycznego podłączenia do systemu automatyki.
")
+ Automatyzacja centrów obróbkowych ze stołem obrotowo-przechylnym
+ Obciążenie boczne przez system automatyzacji
+ Obszar roboczy pozostaje w pełni nienaruszony
+ Rozwiązania o niewielkiej powierzchni zabudowy

+ Automatyzacja frezarek z długim łożem i wrzecionem wychylnym
+ Ładowanie od przodu przez system automatyzacji
+ Obszar roboczy pozostaje nienaruszony
+ Rozwiązanie do obróbki 5-osiowej i obróbki długich detali

+ Automatyzacja frezarek 3-osiowych
+ Załadunek boczny przez system automatyzacji
+ Obszar roboczy pozostaje w pełni nienaruszony
+ Rozwiązania o niewielkiej powierzchni zabudowy





















Dzięki ponad 3000 zainstalowanych obecnie centrów obróbkowych HEDELIUS zapewniamy precyzyjną i wydajną obróbkę skrawaniem w wielu gałęziach przemysłu.

Różnorodne rozwiązania konstrukcyjne zapewniają naszym Klientom maksymalną precyzję i wydajność na każdym etapie produkcji.

Dzięki zastosowaniu technologii zoptymalizowanej pod kątem czasu ustawiania, takiej jak szybkie dostarczanie narzędzi i innowacyjne urządzenia mocujące, firmy mogą zmaksymalizować czas pracy wrzeciona w dłuższej perspektywie.

Czynniki, które mają znaczący wpływ na dokładność naszych precyzyjnych maszyn.

Zoptymalizuj swoje centrum obróbkowe HEDELIUS dzięki szerokiej gamie opcji, które są precyzyjnie dostosowane do konkretnych wymagań i zadań produkcyjnych.

Zwiększ dokładność swojej produkcji za pomocą wysoko rozwiniętych sond dotykowych i laserów.
Dzięki zastosowaniu Ściany działowej w centrum obróbkowym, z jednego obszaru roboczego można utworzyć dwa zamknięte, niezależne obszary robocze do obróbki w Ruchu wahadłowym.
Stół maszynowy jest wyposażony w znormalizowany Interfejs, który skraca centrowanie i ustawianie urządzeń do zaledwie kilku sekund.
Rozszerzenie zakresu zastosowań urządzenia TILTENTA z obróbki 5-stronnej do 5-osiowej obróbki symultanicznej.
Stoły okrągłe do rozbudowy osi i zwiększenia spektrum wydajności centrum obróbkowego CNC.
Umożliwiają obróbkę wielostronną z wielokrotnym mocowaniem, a tym samym racjonalizują produkcję seryjną.
Najnowocześniejsza technologia sterowania SIEMENS lub HEIDENHAIN gwarantuje maksymalny komfort obsługi i nieograniczoną funkcjonalność.
Wdrożenie wysokociśnieniowej instalacji chłodzącej jest decydującym krokiem w kierunku znacznego zwiększenia wydajności centrum obróbkowego CNC.
Zwiększ wydajność swojej produkcji dzięki naszej zaawansowanej technologii czyszczenia centrów obróbkowych HEDELIUS.
Zapewnienie przewagi technologicznej: Mocne i wysokoobrotowe wrzeciona silników zintegrowanych CELOX z technologią łożysk hybrydowych.
Zwiększony komfort pracy i ulga dla operatorów maszyn.
HEDELIUS oferuje Lakierowanie drzwi obszaru roboczego dla wszystkich Maszyn zgodnie z Państwa wymaganiami kolorystycznymi.
Prasa do wiórów oddziela wióry od środków chłodząco-smarujących i spręża je w czyste, łatwe w obróbce brykiety.
TNC7 łączy w sobie wysokiej jakości komponenty sprzętowe z zaawansowanym, konfigurowalnym interfejsem użytkownika i bogatym pakietem funkcji.

Dzięki SINUMERIK ONE można wyznaczyć nowe standardy w produkcji dzięki cyfrowym bliźniakom, rozszerzonym funkcjom diagnostycznym i wysokiej elastyczności.

+ Personalizacja. Na miejscu w całym kraju.
+ Inteligentne planowanie wdrożeń.
+ Doskonała dostępność części zamiennych.

Szybkie, profesjonalne rozwiązanie, gdy wymagany jest serwis.

+ Zapytania dotyczące serwisu
+ Zapytania dotyczące konserwacji
+ Zapytania dotyczące części zamiennych

Aktualne informacje i wiadomości o firmie HEDELIUS Maschinenfabrik. Krótki wgląd w różnorodność produktów centrów obróbkowych, automatyzacji i wydarzeń.

Odwiedź nas 14 i 15 maja na dużych targach wewnętrznych HEDELIUS z szeroką gamą specjalistycznych prezentacji i atrakcyjną wystawą handlową.

Wszystkie nadchodzące daty warsztatów, targów i innych wydarzeń w otwartej formie.

Ponad 3000 znanych klientów z całej Europy zaufało jakości i niezawodności maszyn HEDELIUS.

Zapewniamy szeroki zakres bezpłatnych materiałów informacyjnych w naszym obszarze pobierania.

Ciekawostki o firmie, aktualności, informacje o produktach, raporty użytkowników

Zarejestruj się już teraz na wewnętrzną wystawę HEDELIUS 2025 i poznaj najnowsze technologie CNC na żywo!

Ekscytujące prezentacje techniczne na wewnętrznych targach HEDELIUS! Uzyskaj cenny wgląd w aktualne trendy w produkcji obróbki skrawaniem i praktyczne rozwiązania od ekspertów branżowych.

Najnowsze systemy automatyzacji, precyzyjne narzędzia i rozwiązania produkcyjne czekają na Ciebie na wystawie wewnętrznej HEDELIUS - w bezpośrednim dialogu z ekspertami. Odkryj wszystkich uczestników targów.

Od 55 lat firma HEDELIUS ma tylko jeden cel: zwiększenie wydajności produkcji pojedynczych elementów i małych serii w budowie maszyn, Narzędzi i pojazdów.
Take the opportunity to experience our machining centres and automation solutions live and see their performance and safety for yourself.

Tysiące firm w Europie, w tym ukryci mistrzowie, polegają na naszych rozwiązaniach. Od MŚP po globalne korporacje, towarzyszymy Ci na drodze do zrównoważonego sukcesu.

Kompleksowe i praktyczne szkolenia dla programistów i operatorów CNC od obróbki 3-osiowej do 5-osiowej.

Poznaj najnowsze osiągnięcia w technologii obróbki skrawaniem - wygodnie online lub bezpośrednio u nas w Meppen.

Centra obróbkowe HEDELIUS znajdują zastosowanie w wielu różnych gałęziach przemysłu.

Ochrona zasobów, Wydajność energetyczna i zabezpieczenie przyszłości: nasze wysiłki na rzecz pozytywnego wkładu w kształtowanie zrównoważonej przyszłości.

Czy jako dostawca podzielasz nasze wartości jakości i niezawodności? W takim razie prosimy o otwarty kontakt.

Przez lata zbudowaliśmy silną sieć 17 partnerów handlowych w całej Europie.