Bouton mécanique ACURA
Dans le monde moderne de la fabrication, des systèmes de mesure sophistiqués sont utilisés pour des raisons de précision et d'optimisation de l'équipement. Les systèmes de palpage et les lasers contribuent à garantir de manière fiable la qualité des outils et des pièces à usiner lors du processus d'enlèvement de copeaux. L'utilisation de tels systèmes constitue donc la base d'un passage précis et efficace des processus de production. Découvrez les différentes Options qui peuvent vous aider à éliminer les sources d'erreur.
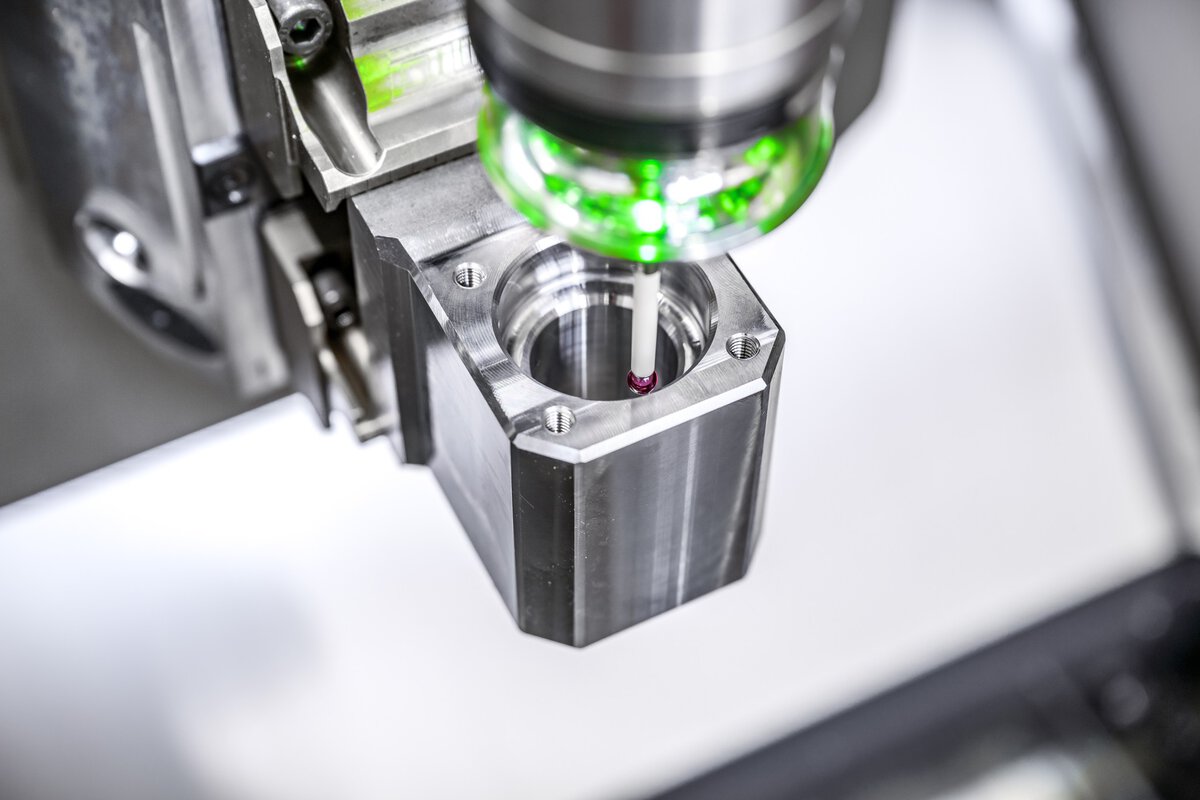
La détermination précise de la position et des Dimensions d'une Pièce à usiner est fondamentale pour la précision de votre production. Ce processus de mesure peut être effectué automatiquement par un palpeur qui palpe la pièce à usiner directement dans l'espace de travail de votre centre d'usinage CNC. Le domaine d'application d'un palpeur 3D s'étend de la mesure préparatoire, comme par exemple la détermination de la surépaisseur, à la mesure de surveillance en fin de programme pour l'établissement de Procès-verbaux, en passant par des mesures de régulation pendant l'enlèvement de copeaux, comme par exemple le réajustement en cas d'ajustements.

Lorsqu'une pièce à usiner est approchée, la tige de palpage est déviée et un signal de commutation est transmis à la commande via un commutateur de précision. HEDELIUS utilise en standard le nouveau bouton bidirectionnel m&h IRP 25.50. Outre la tige de palpage standard de 50 mm, il est possible d'utiliser différents mécanismes de mesure, différentes rallonges ainsi que des croix de palpage. Le Bouton peut ainsi être adapté à tout moment et de manière optimale aux exigences et applications à venir dans votre production.
Détermination du point zéro de la pièce à usiner: Détermination rapide et précise du point de départ de l'usinage, ce qui réduit considérablement le temps de production.
Détermination de la position de la pièce à usiner: Détermination et correction précises du positionnement de la pièce à usiner afin de minimiser les erreurs d'usinage.
Mesure de contrôle des dimensions de la pièce à usiner: Assurer la qualité du produit en déterminant avec précision les dimensions pendant le processus de fabrication.

L'IRP25.50 à l'épreuve du temps prend en charge différents mouvements de mesure:
PP41.00 Système de mesure avec trépied
MY21.00 Système de mesure avec demi-sphère
KTP44.10 Système de mesure de la température
Mais si vous le souhaitez, nous pouvons également équiper votre centre d'usinage avec des systèmes de Heidenhain, Renishaw ou Blum.
HEDELIUS mise en standard sur le système de mesure d'outil infrarouge IRT35.70 de m&h, qui a fait ses preuves pour les fraiseuses et les centres d'usinage. Le support magnétique breveté peut être positionné à volonté sur la Table de la machine. Grâce à son support trépied, le système permet une précision de répétition de changement manuel extrêmement élevée. En même temps, l'espace de travail ou la chute des copeaux ne sont pas limités par un câble gênant. La mesure des outils et la détection de rupture d'outil peuvent ainsi être effectuées de manière flexible avec un seul appareil - même sur les machines à usinage pendulaire.

Positionnement sans outil grâce à l'appui en 3 points et à la force de retenue magnétique
Montage rapide sur Socle prémonté ou directement sur la Table de la machine
Pas de calibrage lors du repositionnement manuel

Le réglage d'outils sans contact au moyen d'un faisceau laser permet non seulement de mesurer avec précision et sans contact la longueur et les diamètres, mais aussi d'effectuer un contrôle automatique de l'usure ou de la rupture des outils. Des données d'outils fiables sont une condition importante pour une fabrication de précision. Les données de mesure sont automatiquement transférées dans le Tableau des outils de la Commande. HEDELIUS a misé ici sur la technique de pointe de Blum Digilog.

Mesures hautement dynamiques de toutes les caractéristiques des outils
Mesure sans contact de tous les types d'outils, -formes et matériaux de coupe
Détection des modifications géométriques telles que l'usure de l'arête de coupe
Compensation fiable de la croissance de la broche et des erreurs de trajectoire
Contrôle automatique de la concentricité détectant les mauvais porte-outils et les salissures
Mode automatisé à faible niveau d'effort


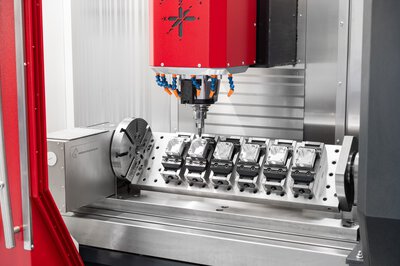
Le Bouton mécanique et le Laser sont tous deux adaptés à la détection des ruptures. Cependant, ils ont besoin de temps pour l'approche et le départ, ce qui est particulièrement rare dans la fabrication automatisée de séries. C'est pourquoi HEDELIUS propose dans les modèles ACURA un système de détection rapide de rupture pour les forets et les tarauds, intégré dans le magasin d'outils. Après chaque Changement d'outils, le foret ou le taraud est palpé par une aiguille de palpage afin de vérifier la longueur enregistrée dans le tableau de travail. Le processus de mesure ne dure qu'environ 3 secondes, ce qui est nettement plus rapide que la mesure par Bouton ou Laser.

Nos experts techniques vous aideront volontiers à mettre en œuvre votre concept de solution individuel. Découvrez le potentiel des différentes options d'accessoires pour votre production et découvrez nos packs de palpeurs avantageux. Convenez dès maintenant d'un entretien de conseil sans engagement! Pour ce faire, utilisez le formulaire de contact ci-dessous ou envoyez-nous un e-mail à sales@hedelius.de.



pour Centres d'usinage CNC

Centres d'usinage directement du fabricant. Délai de livraison très court !

Trouvez le Centre d'usinage CNC qui vous convient.

X: 500 mm | Y: 550/370 mm | Z: 550 mm
Ø 550 mm Circuit de perturbation
max. 300 kg
SK40 / BT40 / HSK A63

X: 700 mm | Y: 650/465 mm | Z: 600 mm
Ø 700 mm Circuit de perturbation
max. 500 kg
SK40 / BT40 / HSK A63

X: 900 mm | Y: 850/600 mm | Z: 700 mm
Ø 900 mm Circuit de perturbation
max. 1000 kg
SK40 / BT40 / HSK A63







X: 2000/2600/3600 mm
Y: 700 mm | Z: 695/735 mm
Ø 1050 mm Circuit de perturbation
max. 800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 900/1005 mm
Ø 1250 mm Circuit de perturbation
max. 1800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1000/1165 mm
Ø 1450 mm Circuit de perturbation
max. 2200 kg
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 900/1005 mm
Ø 1450 mm Circuit de perturbation
max. 1800 kg
SK40 / BT40 / HSK A63














X: 1320 mm | Y: 650 mm | Z: 600 mm
SK40 / BT40 / HSK A63

X: 1620 mm | Y: 850 mm | Z: 700 mm
SK40 / BT40 / HSK A63

X: 2000/2600/3600 mm
Y: 700 mm | Z: 800 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 1005 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1165 mm
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 1005 mm
SK40 / BT40 / HSK A63












Améliorez la précision de votre fabrication grâce à des palpeurs et des lasers sophistiqués.
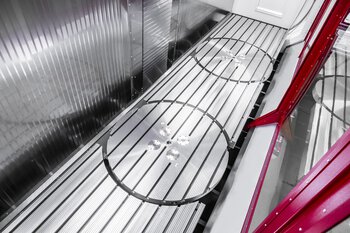
L'utilisation d'une cloison de séparation dans votre Centre d'usinage permet de transformer un espace de travail en deux espaces de travail fermés et indépendants pour l'enlèvement de copeaux en mode pendulaire.

La table de la machine est dotée d'une interface standardisée qui réduit le centrage et l'alignement des dispositifs à quelques secondes.

Pour élargir le champ d'application de votre TILTENTA en passant par l'usinage sur 5 faces jusqu'à l'Usinage simultané à 5 axes.
Plateaux circulaires à poser pour élargir les axes et augmenter les performances de votre centre d'usinage CNC.

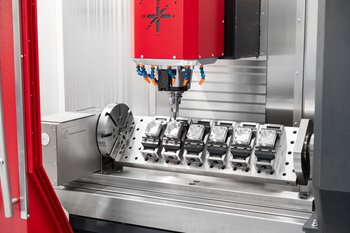
Permettent un usinage sur plusieurs faces avec un serrage multiple et rationalisent ainsi la production en série.
La technique de commande la plus moderne de SIEMENS ou HEIDENHAIN garantit un confort d'utilisation maximal et une fonctionnalité illimitée.

La mise en œuvre d'installations de réfrigérant haute pression est une étape cruciale pour augmenter de manière significative les performances de votre centre d'usinage CNC.

Augmentez l'efficacité de votre production grâce à notre technique de nettoyage avancée pour les Centres d'usinage HEDELIUS.

Assurer l'avance technologique : des motobroches CELOX-Integral à forte puissance et couple avec technique de palier hybride.

Augmentation du confort d'utilisation et réduction de la charge de travail des opérateurs de machines.
HEDELIUS propose pour toutes les machines une peinture des portes de l'espace de travail selon vos souhaits de couleur.

Une presse à copeaux sépare les copeaux des agents réfrigérants et lubrifiants et les comprime en briquettes propres et maniables.

Solution d'automatisation et interfaces ouvertes pour les fournisseurs tiers afin d'améliorer l'efficacité.
Solution d'automatisation pour pièces individuelles comme pièces répétitives ou petites à moyennes séries avec palettes.

Roboterzellen verwalten Werkstücke aus Rasterschubladen vollautomatisch für die Klein- und Mittelserienfertigung.

Solution d'automatisation qui combine la manipulation des pièces à usiner et des palettes en un seul système.

Le modèle en miroir des ACURA 50 et ACURA 65 permet un enchaînement avec des systèmes de palettes ou de pièces.

Des magasins d'outils séparés pouvant accueillir jusqu'à 264 outils supplémentaires nettoient, entretiennent et réduisent énormément les temps de changement.
Pour la connexion électrique à un système d'automatisation, des interfaces standard préconfigurées sont disponibles, par exemple pour EROWA, INDUNORM, ROBOJOB, BMO ou LANG.
")
+ Automatisation de centres d'usinage avec table rotative/pivotante
+ Chargement latéral par le système d'automatisation
+ L'espace de travail est entièrement préservé
+ Solutions à encombrement réduit

+ Automatisation de fraiseuses à banc long avec broche pivotante
+ Chargement frontal par le système d'automatisation
+ L'espace de travail est toujours préservé
+ Solution pour l'usinage 5 axes et de pièces longues

+ Automatisation de fraiseuses à 3 axes
+ Chargement latéral par le système d'automatisation
+ L'espace de travail est entièrement préservé
+ Solutions à encombrement réduit





















Avec plus de 3 000 centres d'usinage HEDELIUS installés, nous assurons aujourd'hui un enlèvement de copeaux précis et puissant dans les branches les plus diverses.

Différents points forts de la construction permettent à nos clients d'atteindre durablement un maximum de précision et d'efficacité à chaque étape de la production.

Durch den Einsatz von rüstzeitoptimierter Technik, wie schnelle Werkzeugbereitstellung und innovative Spannmittel, können Unternehmen Ihre Spindellaufzeit nachhaltig maximieren.

Les facteurs qui ont une influence déterminante sur la précision de nos machines de précision.

Optimisez votre centre d'usinage HEDELIUS grâce à une multitude d'options parfaitement adaptées à vos besoins spécifiques et à vos tâches de production.

Améliorez la précision de votre fabrication grâce à des palpeurs et des lasers sophistiqués.
L'utilisation d'une cloison de séparation dans votre Centre d'usinage permet de transformer un espace de travail en deux espaces de travail fermés et indépendants pour l'enlèvement de copeaux en mode pendulaire.
La table de la machine est dotée d'une interface standardisée qui réduit le centrage et l'alignement des dispositifs à quelques secondes.
Pour élargir le champ d'application de votre TILTENTA en passant par l'usinage sur 5 faces jusqu'à l'Usinage simultané à 5 axes.
Plateaux circulaires à poser pour élargir les axes et augmenter les performances de votre centre d'usinage CNC.
Permettent un usinage sur plusieurs faces avec un serrage multiple et rationalisent ainsi la production en série.
La technique de commande la plus moderne de SIEMENS ou HEIDENHAIN garantit un confort d'utilisation maximal et une fonctionnalité illimitée.
La mise en œuvre d'installations de réfrigérant haute pression est une étape cruciale pour augmenter de manière significative les performances de votre centre d'usinage CNC.
Augmentez l'efficacité de votre production grâce à notre technique de nettoyage avancée pour les Centres d'usinage HEDELIUS.
Assurer l'avance technologique : des motobroches CELOX-Integral à forte puissance et couple avec technique de palier hybride.
Augmentation du confort d'utilisation et réduction de la charge de travail des opérateurs de machines.
HEDELIUS propose pour toutes les machines une peinture des portes de l'espace de travail selon vos souhaits de couleur.
Une presse à copeaux sépare les copeaux des agents réfrigérants et lubrifiants et les comprime en briquettes propres et maniables.
La TNC7, associe des composants matériels de haute qualité à une interface utilisateur avancée et personnalisable et à un ensemble généreux de fonctions.

Avec SINUMERIK ONE, vous établissez de nouveaux standards dans votre production, grâce à des jumeaux numériques, des fonctions de diagnostic étendues et une grande flexibilité.

+ Personnel.
+ Planification intelligente des interventions.
+ Excellente disponibilité des pièces de rechange.

Solution rapide et professionnelle en cas de service.

+ Demandes de service
+ Demandes d'entretien
+ Demandes de pièces de rechange

Informations actuelles et nouveautés concernant HEDELIUS Maschinenfabrik. Un bref aperçu de la diversité des produits des Centres d'usinage, des automatismes et des manifestations.

Venez nous rendre visite les 14 et 15 mai à l'occasion de la grande foire interne d'HEDELIUS avec de multiples conférences spécialisées et une exposition professionnelle attrayante.

Toutes les dates à venir pour les ateliers, les participations aux salons et autres événements en un coup d'œil.

Plus de 3000 clients de renom dans toute l'Europe font confiance à la qualité et à la fiabilité des machines HEDELIUS.

Informations intéressantes sur l'entreprise, nouveautés, informations sur les produits, rapports d'utilisateurs

Dans notre zone de téléchargement, nous mettons à disposition un grand nombre de documents d'information gratuits.

Inscrivez-vous dès maintenant à la foire interne HEDELIUS 2025 et découvrez en direct les dernières technologies CNC !

Conférences spécialisées passionnantes au salon interne d'HEDELIUS ! Obtenez un aperçu précieux des tendances actuelles de l'usinage par enlèvement de copeaux et des solutions pratiques proposées par des experts de la branche.

Les systèmes d'automatisation, les outils de précision et les solutions de fabrication les plus récents vous attendent à l'exposition spécialisée du salon interne HEDELIUS - en échange direct avec les experts. Découvrez tous les participants à l'exposition professionnelle.

Depuis 55 ans, HEDELIUS n'a qu'un seul objectif : augmenter la rentabilité dans la fabrication de pièces individuelles et de petites séries dans la construction de machines, d'outils et de véhicules.
Profitez de l'occasion pour découvrir nos centres d'usinage et nos solutions d'automatisation en direct et vous convaincre de leurs performances et de leur fiabilité.

Des milliers d'entreprises en Europe, dont des champions cachés, font confiance à nos solutions. Des PME aux grands groupes mondiaux, nous vous accompagnons sur la voie d'un succès durable.

Formations complètes et pratiques pour les programmeurs et les opérateurs CNC, de l'usinage 3 axes à l'usinage 5 axes.

Découvrez les derniers développements en matière de techniques d'usinage - soit confortablement en ligne, soit directement chez nous à Meppen.

Les Centres d'usinage de la marque HEDELIUS sont utilisés dans les branches les plus diverses.

Préservation des ressources, Efficacité énergétique et garantie de l'avenir : nos efforts pour contribuer positivement à la construction d'un avenir durable.

En tant que Fournisseur, vous partagez nos valeurs de qualité et de fiabilité ? Alors n'hésitez pas à prendre contact avec nous.

Au fil des années, nous avons mis en place un solide réseau de 17 partenaires commerciaux dans toute l'Europe.