Rodzaj budowy.

Z 6200 mm drogi przesuwu X, to centrum obróbkowe uzupełnia udaną serię FORTE 10. Wielkowymiarowe prowadnice rolkowe z recyrkulacją, szlifowane śruby pociągowe toczne i bezpośrednie systemy pomiarowe Heidenhain we wszystkich osiach gwarantują wyjątkową sztywność w połączeniu z maksymalną dokładnością i dynamiką. Ruchoma kolumna i stół maszynowy są wykonane z ciężkiego żeliwa szarego. Jest to niezbędne kryterium dla maszyny SK50/HSK 100, aby zagwarantować wysoką jakość powierzchni i niskie zużycie narzędzi nawet w przypadku trudnych do cięcia materiałów. Dzięki szerokiej gamie akcesoriów, takich jak stoły okrągłe, pompy próżniowe, magazyny do zbierania bardzo długich Narzędzi lub układ hydrauliczny mocowania do automatycznego aktywatora urządzeń, możemy dostosować model FORTE 10 do indywidualnych wymagań.
W tym miejscu tworzone jest porównanie maszyn: Dodaj kolejne zamknięte maszyny, aby porównać parametry wydajności.
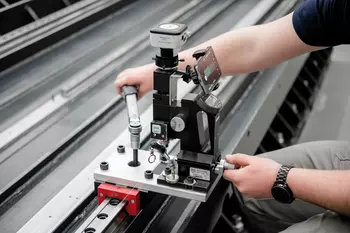
Wiele czynników odgrywa rolę w osiągnięciu określonej dokładności obrabianego przedmiotu. Po pierwsze, są to same maszyny. Rodzaj budowy, podzespoły i oprogramowanie mają wpływ na wynik obróbki. Istnieje jednak również wiele czynników towarzyszących, które należy wziąć pod uwagę, począwszy od lokalizacji maszyny, poprzez sprzęt pomiarowy, urządzenia mocujące i narzędzia, a skończywszy na kwalifikacjach pracowników.








Dla centrów obróbkowych CNC

Centra obróbkowe bezpośrednio od Producenta. Bardzo krótki czas dostawy!

Znajdź odpowiednie dla siebie centrum obróbkowe CNC.

X: 500 mm | Y: 550/370 mm | Z: 550 mm
Ø 550 mm Obwód jesiotra | max. 300 kg
SK40 / BT40 / HSK A63

X: 700 mm | Y: 650/465 mm | Z: 600 mm
Ø 700 mm Obwód jesiotra | max. 500 kg
SK40 / BT40 / HSK A63

X: 900 mm | Y: 850/600 mm | Z: 700 mm
Ø 900 mm Obwód jesiotra | max. 1000 kg
SK40 / BT40 / HSK A63







X: 2000/2600/3600 mm
Y: 700 mm | Z: 695/735 mm
Ø 1050 mm Obwód jesiotra | max. 800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 900/1005 mm
Ø 1250 mm Obwód jesiotra | max. 1800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1000/1165 mm
Ø 1450 mm Obwód jesiotra | max. 2200 kg
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 900/1005 mm
Ø 1450 mm Obwód jesiotra | max. 1800 kg
SK40 / BT40 / HSK A63













X: 1120 mm | Y: 550 mm | Z: 550 mm
SK40 / BT40 / HSK A63

X: 1320 mm | Y: 650 mm | Z: 600 mm
SK40 / BT40 / HSK A63

X: 1620 mm | Y: 850 mm | Z: 700 mm
SK40 / BT40 / HSK A63

X: 2000/2600/3600 mm
Y: 700 mm | Z: 800 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 1005 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1165 mm
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 1005 mm
SK40 / BT40 / HSK A63












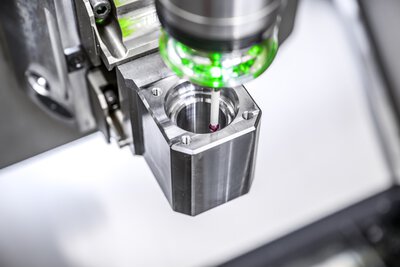
Zwiększ dokładność swojej produkcji za pomocą wysoko rozwiniętych sond dotykowych i laserów.
Dzięki zastosowaniu Ściany działowej w centrum obróbkowym, z jednego obszaru roboczego można utworzyć dwa zamknięte, niezależne obszary robocze do obróbki w Ruchu wahadłowym.

Stół maszynowy jest wyposażony w znormalizowany Interfejs, który skraca centrowanie i ustawianie urządzeń do zaledwie kilku sekund.

Rozszerzenie zakresu zastosowań urządzenia TILTENTA z obróbki 5-stronnej do 5-osiowej obróbki symultanicznej.
Stoły okrągłe do rozbudowy osi i zwiększenia spektrum wydajności centrum obróbkowego CNC.

Umożliwiają obróbkę wielostronną z wielokrotnym mocowaniem, a tym samym racjonalizują produkcję seryjną.
Najnowocześniejsza technologia sterowania SIEMENS lub HEIDENHAIN gwarantuje maksymalny komfort obsługi i nieograniczoną funkcjonalność.

Wdrożenie wysokociśnieniowej instalacji chłodzącej jest decydującym krokiem w kierunku znacznego zwiększenia wydajności centrum obróbkowego CNC.

Zwiększ wydajność swojej produkcji dzięki naszej zaawansowanej technologii czyszczenia centrów obróbkowych HEDELIUS.

Zapewnienie przewagi technologicznej: Mocne i wysokoobrotowe wrzeciona silników zintegrowanych CELOX z technologią łożysk hybrydowych.

Zwiększony komfort pracy i ulga dla operatorów maszyn.
HEDELIUS oferuje Lakierowanie drzwi obszaru roboczego dla wszystkich Maszyn zgodnie z Państwa wymaganiami kolorystycznymi.

Prasa do wiórów oddziela wióry od środków chłodząco-smarujących i spręża je w czyste, łatwe w obróbce brykiety.

Rozwiązania automatyczne i otwarte interfejsy dla dostawców zewnętrznych w celu zwiększenia wydajności.
Rozwiązania automatyczne dla pojedynczych elementów jako powtarzalnych części lub małych i średnich serii z paletami.

Moduły robota zarządzają przedmiotami obrabiany z szuflad siatkowych w pełni automatycznie dla produkcji małych i średnich partii.

Rozwiązania automatyczne łączące obsługę Przedmiotów Obrabianych i palet w jednym systemie

Wersja ACURA 50 i ACURA 65 w lustrzanym odbiciu umożliwia połączenie z systemami palet lub przedmiotów obrabianych.

Oddzielne magazyny narzędzi dla zamkniętej liczby 264 dodatkowych Narzędzi pozwalają na czyszczenie, konserwację i znaczne skrócenie czasu przezbrajania.
Wstępnie skonfigurowane standardowe Interfejsy, np. dla EROWA, INDUNORM, ROBOJOB, BMO lub LANG, są dostępne do elektrycznego podłączenia do systemu automatyki.
")
+ Automatyzacja centrów obróbkowych ze stołem obrotowo-przechylnym
+ Obciążenie boczne przez system automatyzacji
+ Obszar roboczy pozostaje w pełni nienaruszony
+ Rozwiązania o niewielkiej powierzchni zabudowy

+ Automatyzacja frezarek z długim łożem i wrzecionem wychylnym
+ Ładowanie od przodu przez system automatyzacji
+ Obszar roboczy pozostaje nienaruszony
+ Rozwiązanie do obróbki 5-osiowej i obróbki długich detali

+ Automatyzacja frezarek 3-osiowych
+ Załadunek boczny przez system automatyzacji
+ Obszar roboczy pozostaje w pełni nienaruszony
+ Rozwiązania o niewielkiej powierzchni zabudowy





















Dzięki ponad 3000 zainstalowanych obecnie centrów obróbkowych HEDELIUS zapewniamy precyzyjną i wydajną obróbkę skrawaniem w wielu gałęziach przemysłu.

Różnorodne rozwiązania konstrukcyjne zapewniają naszym Klientom maksymalną precyzję i wydajność na każdym etapie produkcji.

Dzięki zastosowaniu technologii zoptymalizowanej pod kątem czasu ustawiania, takiej jak szybkie dostarczanie narzędzi i innowacyjne urządzenia mocujące, firmy mogą zmaksymalizować czas pracy wrzeciona w dłuższej perspektywie.

Czynniki, które mają znaczący wpływ na dokładność naszych precyzyjnych maszyn.

Zoptymalizuj swoje centrum obróbkowe HEDELIUS dzięki szerokiej gamie opcji, które są precyzyjnie dostosowane do konkretnych wymagań i zadań produkcyjnych.

Zwiększ dokładność swojej produkcji za pomocą wysoko rozwiniętych sond dotykowych i laserów.
Dzięki zastosowaniu Ściany działowej w centrum obróbkowym, z jednego obszaru roboczego można utworzyć dwa zamknięte, niezależne obszary robocze do obróbki w Ruchu wahadłowym.
Stół maszynowy jest wyposażony w znormalizowany Interfejs, który skraca centrowanie i ustawianie urządzeń do zaledwie kilku sekund.
Rozszerzenie zakresu zastosowań urządzenia TILTENTA z obróbki 5-stronnej do 5-osiowej obróbki symultanicznej.
Stoły okrągłe do rozbudowy osi i zwiększenia spektrum wydajności centrum obróbkowego CNC.
Umożliwiają obróbkę wielostronną z wielokrotnym mocowaniem, a tym samym racjonalizują produkcję seryjną.
Najnowocześniejsza technologia sterowania SIEMENS lub HEIDENHAIN gwarantuje maksymalny komfort obsługi i nieograniczoną funkcjonalność.
Wdrożenie wysokociśnieniowej instalacji chłodzącej jest decydującym krokiem w kierunku znacznego zwiększenia wydajności centrum obróbkowego CNC.
Zwiększ wydajność swojej produkcji dzięki naszej zaawansowanej technologii czyszczenia centrów obróbkowych HEDELIUS.
Zapewnienie przewagi technologicznej: Mocne i wysokoobrotowe wrzeciona silników zintegrowanych CELOX z technologią łożysk hybrydowych.
Zwiększony komfort pracy i ulga dla operatorów maszyn.
HEDELIUS oferuje Lakierowanie drzwi obszaru roboczego dla wszystkich Maszyn zgodnie z Państwa wymaganiami kolorystycznymi.
Prasa do wiórów oddziela wióry od środków chłodząco-smarujących i spręża je w czyste, łatwe w obróbce brykiety.
TNC7 łączy w sobie wysokiej jakości komponenty sprzętowe z zaawansowanym, konfigurowalnym interfejsem użytkownika i bogatym pakietem funkcji.

Dzięki SINUMERIK ONE można wyznaczyć nowe standardy w produkcji dzięki cyfrowym bliźniakom, rozszerzonym funkcjom diagnostycznym i wysokiej elastyczności.

+ Personalizacja. Na miejscu w całym kraju.
+ Inteligentne planowanie wdrożeń.
+ Doskonała dostępność części zamiennych.

Szybkie, profesjonalne rozwiązanie, gdy wymagany jest serwis.

+ Zapytania dotyczące serwisu
+ Zapytania dotyczące konserwacji
+ Zapytania dotyczące części zamiennych

Aktualne informacje i wiadomości o firmie HEDELIUS Maschinenfabrik. Krótki wgląd w różnorodność produktów centrów obróbkowych, automatyzacji i wydarzeń.

Odwiedź nas 14 i 15 maja na dużych targach wewnętrznych HEDELIUS z szeroką gamą specjalistycznych prezentacji i atrakcyjną wystawą handlową.

Wszystkie nadchodzące daty warsztatów, targów i innych wydarzeń w otwartej formie.

Ponad 3000 znanych klientów z całej Europy zaufało jakości i niezawodności maszyn HEDELIUS.

Zapewniamy szeroki zakres bezpłatnych materiałów informacyjnych w naszym obszarze pobierania.

Ciekawostki o firmie, aktualności, informacje o produktach, raporty użytkowników

Zarejestruj się już teraz na wewnętrzną wystawę HEDELIUS 2025 i poznaj najnowsze technologie CNC na żywo!

Ekscytujące prezentacje techniczne na wewnętrznych targach HEDELIUS! Uzyskaj cenny wgląd w aktualne trendy w produkcji obróbki skrawaniem i praktyczne rozwiązania od ekspertów branżowych.

Najnowsze systemy automatyzacji, precyzyjne narzędzia i rozwiązania produkcyjne czekają na Ciebie na wystawie wewnętrznej HEDELIUS - w bezpośrednim dialogu z ekspertami. Odkryj wszystkich uczestników targów.

Od 55 lat firma HEDELIUS ma tylko jeden cel: zwiększenie wydajności produkcji pojedynczych elementów i małych serii w budowie maszyn, Narzędzi i pojazdów.
Take the opportunity to experience our machining centres and automation solutions live and see their performance and safety for yourself.

Tysiące firm w Europie, w tym ukryci mistrzowie, polegają na naszych rozwiązaniach. Od MŚP po globalne korporacje, towarzyszymy Ci na drodze do zrównoważonego sukcesu.

Kompleksowe i praktyczne szkolenia dla programistów i operatorów CNC od obróbki 3-osiowej do 5-osiowej.

Poznaj najnowsze osiągnięcia w technologii obróbki skrawaniem - wygodnie online lub bezpośrednio u nas w Meppen.

Centra obróbkowe HEDELIUS znajdują zastosowanie w wielu różnych gałęziach przemysłu.

Ochrona zasobów, Wydajność energetyczna i zabezpieczenie przyszłości: nasze wysiłki na rzecz pozytywnego wkładu w kształtowanie zrównoważonej przyszłości.

Czy jako dostawca podzielasz nasze wartości jakości i niezawodności? W takim razie prosimy o otwarty kontakt.

Przez lata zbudowaliśmy silną sieć 17 partnerów handlowych w całej Europie.