15.05.2020
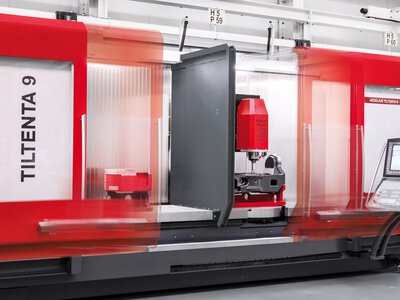
Najbardziej kompaktowe centrum obróbkowe w swoim rodzaju.
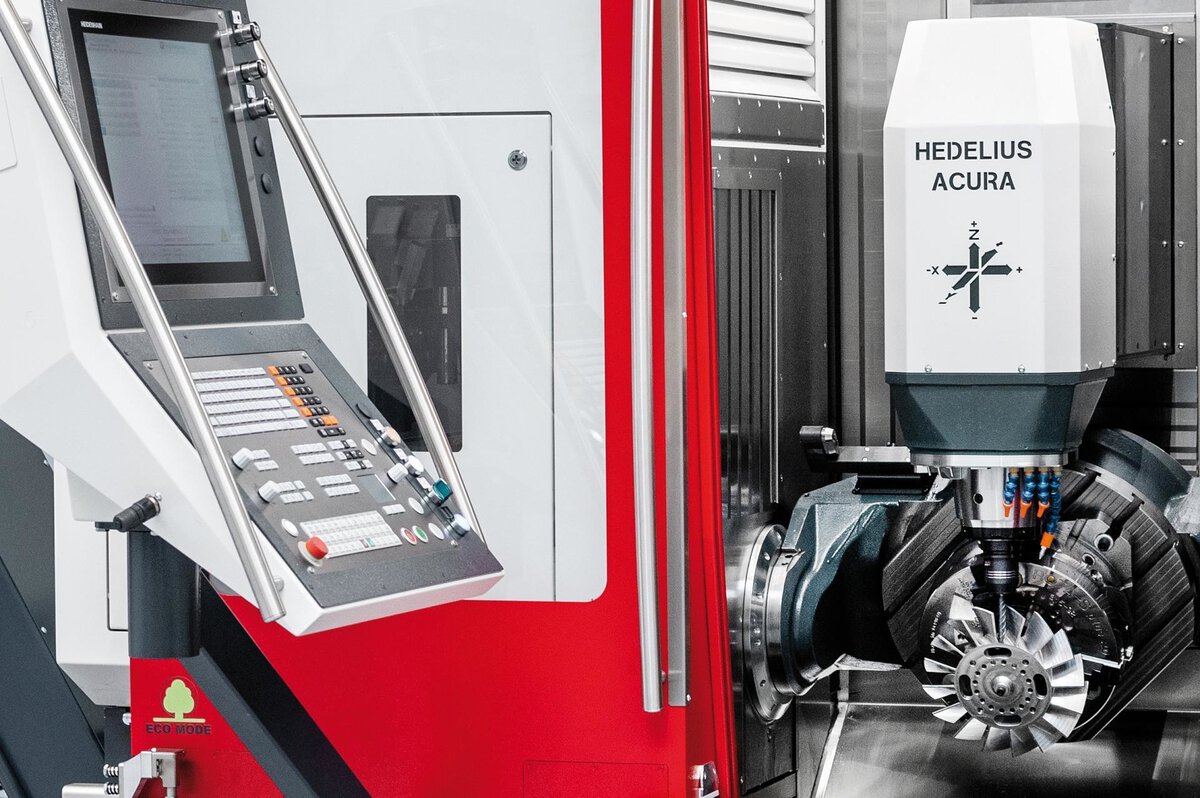
HEDELIUS wprowadza na rynek model ACURA 50.
Dzięki modelom ACURA 65 i ACURA 85 firma HEDELIUS wyznaczyła już standardy w zakresie 5-osiowych centrów obróbkowych ze stołami obrotowo-przechylnymi. Teraz, wraz z ACURA 50, pojawia się nowy model, który imponuje kompaktowością, która nie ma sobie równych w połączeniu z zadziwiająco dużymi drogami przesuwu.
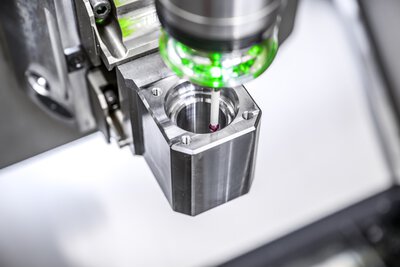
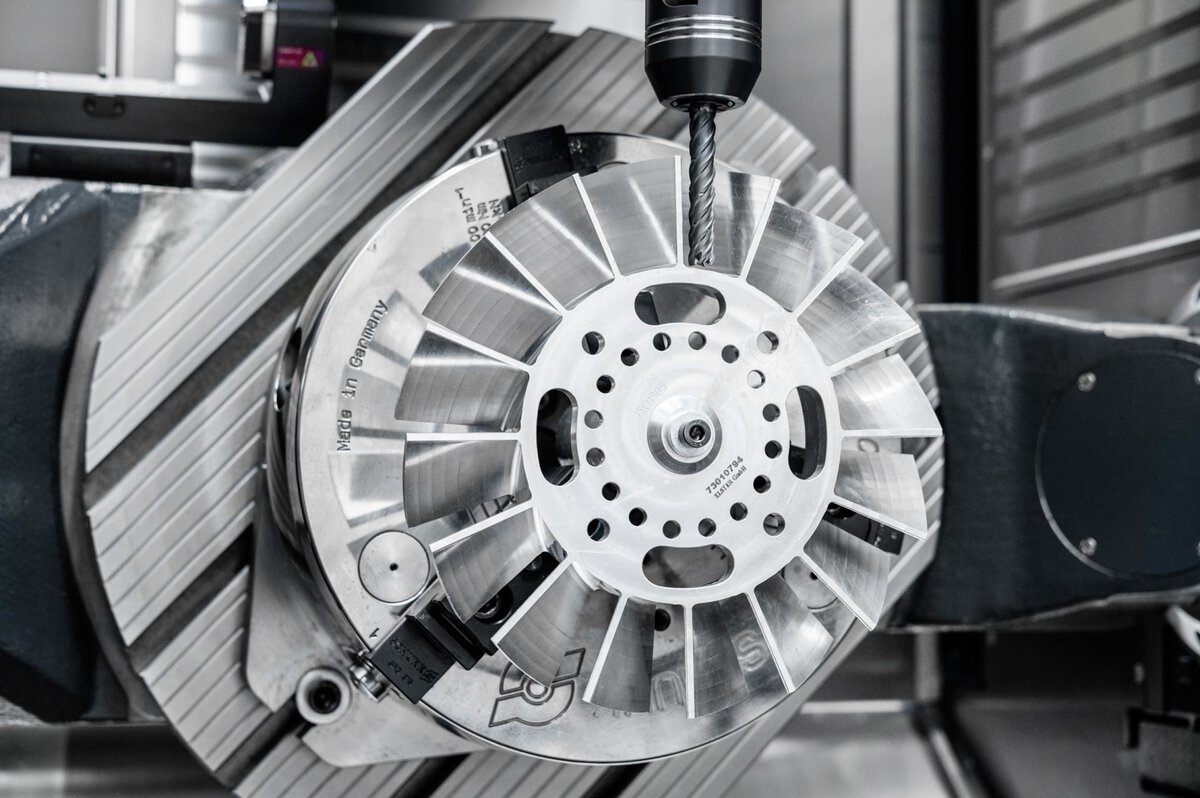
Zbudowany do precyzyjnej obróbki
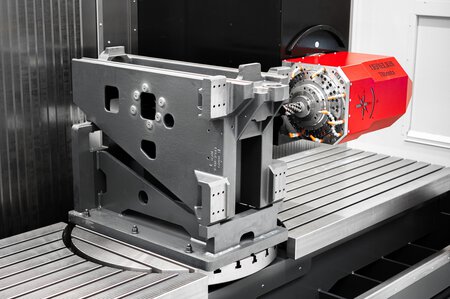
Pomimo kompaktowej konstrukcji, ACURA 50 w niczym nie ustępuje dwóm większym modelom z serii ACURA. Specyficzna dla HEDELIUS konstrukcja umożliwia bardzo precyzyjną obróbkę, ponieważ Odstęp pomiędzy Wrzecionem głównym a prowadnicami Osi Y i Z pozostaje stały w całym zakresie ruchu. Dodatkowo oś Z jest obudowana w celu ochrony przed promieniowaniem cieplnym i przeciągami, co znacznie ogranicza przenoszenie ciepła. Co więcej, suwaki posuwu z żeliwa szarego są solidnie użebrowane, dzięki czemu drgania są pochłaniane i minimalizowane. Zaciśnięty hydraulicznie obrotowy stół obrotowo-przechylny z łożyskami po obu stronach również przyczynia się do precyzyjnej obróbki dzięki maksymalnej stabilności.

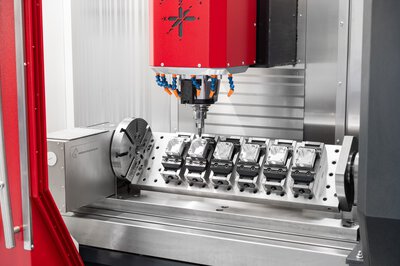
Problemy z przestrzenią nie są już problemami
Oznacza to, że nic nie stoi na przeszkodzie doskonałej obróbce małych Przedmiotów Obrabianych. Możliwa jest również obróbka nieco większych elementów, ponieważ wymiary stołu obrotowo-przechylnego wynoszą 500 x 430 mm i może on utrzymać ciężary do 300 kg. Drogi przesuwu maszyny są również do tego przystosowane, ponieważ ACURA 50 umożliwia 500 mm w Osi X oraz drogi przesuwu Y i Z o dumnej długości 550 mm, a wszystko to na powierzchni zaledwie 2088 mm x 2616 mm lub, innymi słowy, na powierzchni około 5,5 m². Dzięki bardzo niskiej wysokości całkowitej i niewielkiej głębokości zabudowy, nowe centrum obróbkowe można dopasować do niemal każdego środowiska produkcyjnego.
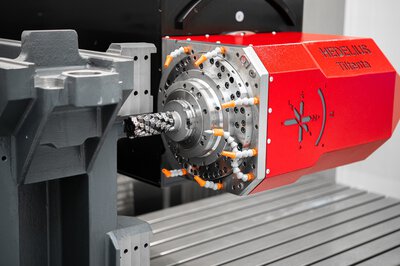
Możliwe zamknięcie do 235 Narzędzi
Pomimo swoich rozmiarów, ACURA 50 ma w standardzie magazyn na 55 narzędzi, który można rozszerzyć o 180 dodatkowych narzędzi za pomocą magazynu rezerwowego, który jest również niezwykle kompaktowy i wymaga tylko 1,8 m² powierzchni. Dostępne są różne wrzeciona o Prędkościach obrotowych 14 000, 18 000 i 24 000 obr/min, Mocy do 35 kW i Momencie obrotowym 183 Nm. Istnieje również możliwość wyboru pomiędzy dwoma różnymi systemami sterowania, Sinumerik 840D SL firmy Siemens i TNC 640 firmy HEIDENHAIN, z 21- lub 19-calowym ekranem dotykowym, pełną klawiaturą i potencjometrem szybkiego przesuwu.

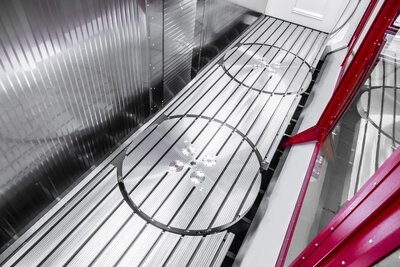
Przemyślana konstrukcja dla użytkowników i personelu konserwacyjnego
Konstrukcja modelu ACURA 50 jest odpowiednio oparta na sprawdzonej koncepcji modeli AUCRA. Oczywiście w centrum obróbkowym w centrum uwagi znajduje się również operator. Stół maszynowy o wysokości 800 mm jest idealnie zaprojektowany dla użytkownika i, podobnie jak duże drzwi maszyny, ułatwia dostęp do Obszaru roboczego i Przedmiotu obrabiany. Pionowe Lamele ze stali szlachetnej zapewniają zoptymalizowany opad wiórów, a Przenośnik wiórów można wysunąć do przodu na rolkach. Szczególnie imponująca jest integracja odpowiednich komponentów, takich jak układ hydrauliczny, pneumatyka, centralne smarowanie, szafa sterownicza i agregaty chłodzące w obudowie maszyny. Dzięki temu ACURA 50 może być idealnie umieszczona w hali maszyn.
Wielka zaleta
Kolejną atrakcją jest dostęp do Konserwacji z lewej strony maszyny. Frezarka może być zatem zautomatyzowana z prawej strony w wersji "EL", w przeciwieństwie do pozostałych dwóch typów maszyn ACURA 65 i 85, które są zautomatyzowane z lewej strony. Ogromną zaletą jest to, że dwa centra obróbkowe, jedno po lewej i jedno po prawej stronie, mogą być uzbrojone w jedno rozwiązanie automatyczne. Dzięki temu produkcja jest jeszcze bardziej wydajna.

Więcej wiadomości.

Będziemy na urlopie firmowym od 23 grudnia 2024 r. do 03 stycznia 2025 r.
Nasz serwis będzie nadal dostępny dla Ciebie 23 grudnia 2024 r. i nie będzie ponownie zamknięty dla Ciebie do 02 stycznia 2025 r.
Nasz zespół sprzedaży będzie ponownie zamknięty dla Ciebie od 06 stycznia 2025 r.
W firmach produkcyjnych, które wytwarzają głównie małe wielkości partii, liczy się każda minuta czasu pracy wrzeciona - a przynajmniej tak mówi teoria. W praktyce jednak stosunek produktywnego czasu wrzeciona do czasu pracy często wynosi mniej niż 40 procent. Poszukiwanie Narzędzi, urządzeń mocujących i Informacji, a także konfiguracja, wiążą cenne zasoby i pozostawiają wiele Trybów daleko w tyle za ich możliwościami. Istnieje wiele sposobów na trwałe zamknięcie elastyczności - a tym samym wydajności - w produkcji. Jednak każda firma produkcyjna jest inna. Sztuką jest zamknięcie własnego przepisu na sukces.

Automatyzacja już dawno zagościła w inżynierii mechanicznej i produkcji zleceniowej - ale wiele firm wciąż stoi przed otwartymi wyzwaniami, zwłaszcza jeśli chodzi o małe wielkości partii. Podczas gdy produkcja na dużą skalę jest już dziś w dużej mierze zautomatyzowana, elastyczność jest szczególnym wyzwaniem w przypadku mniejszych partii, które często są na porządku dziennym w produkcji zleceniowej. Jak sprawić, by automatyzacja opłacała się również w tym przypadku, nie stawiając operatorów maszyn przed przeszkodami nie do pokonania?