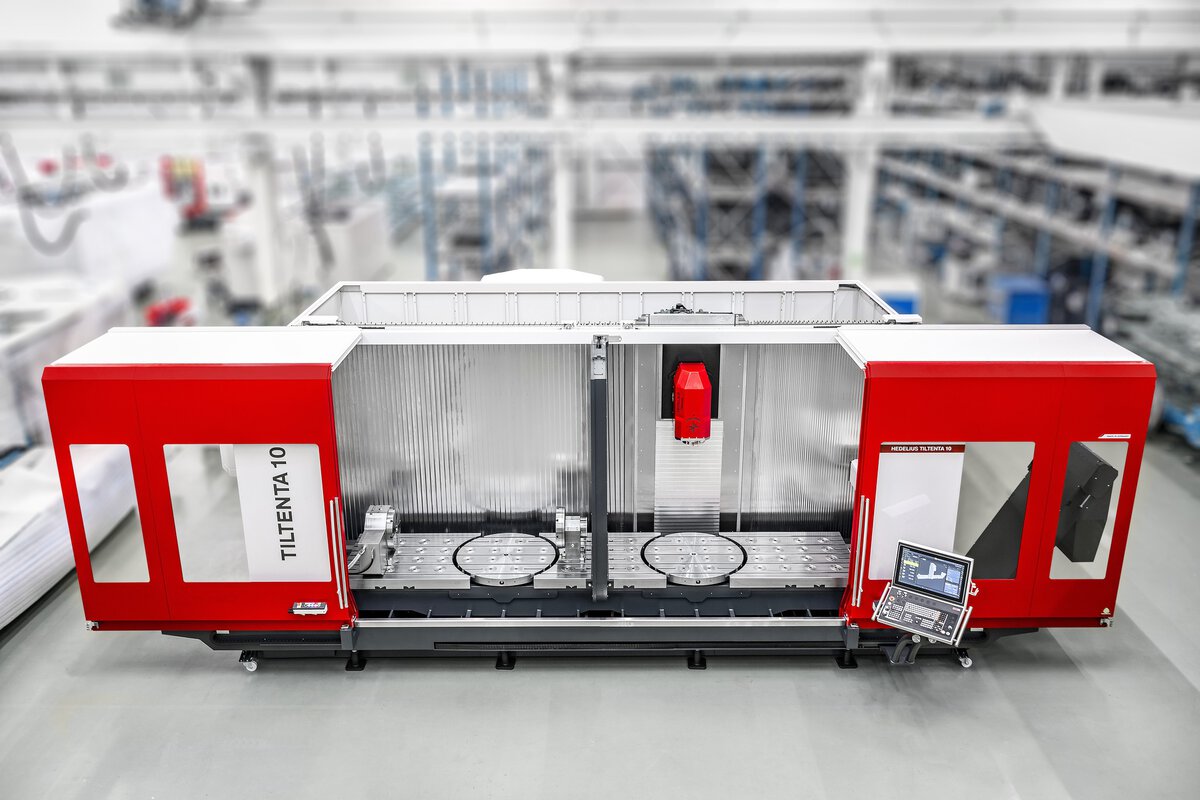
TILTENTA Baureihe: Alleskönner für die Zerspanung.
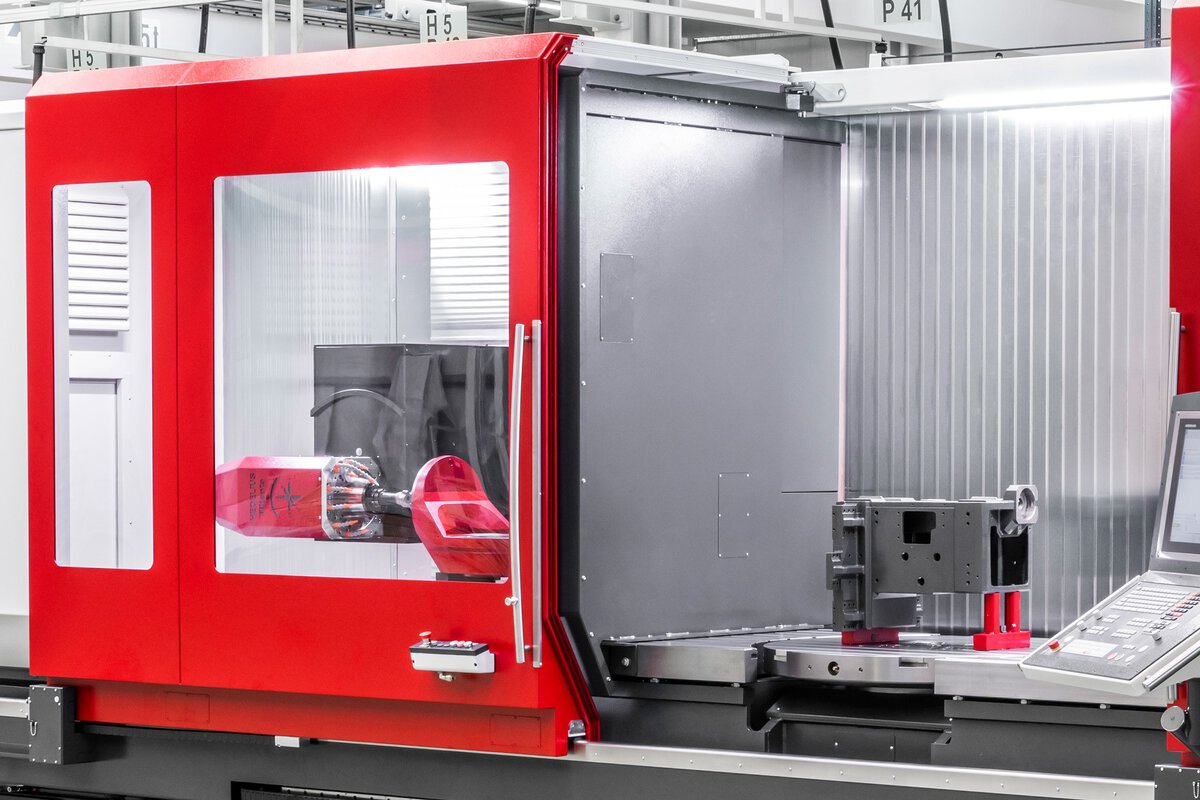
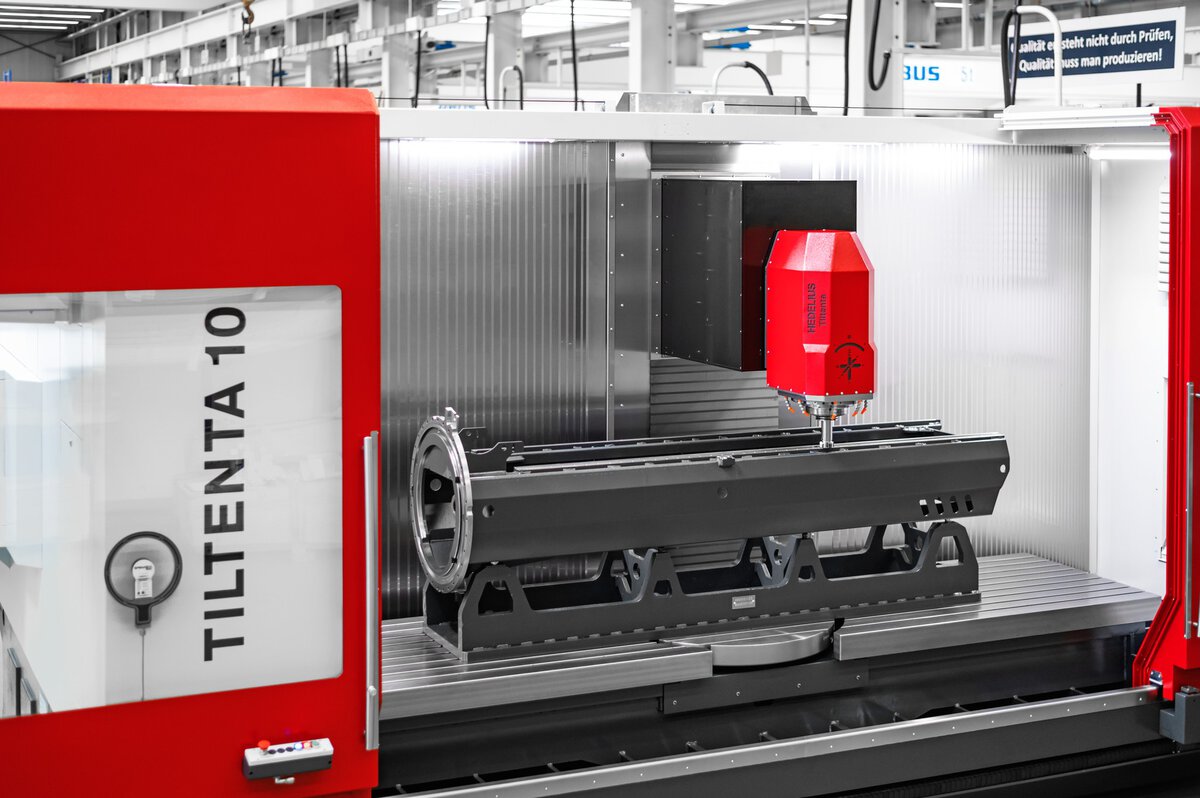
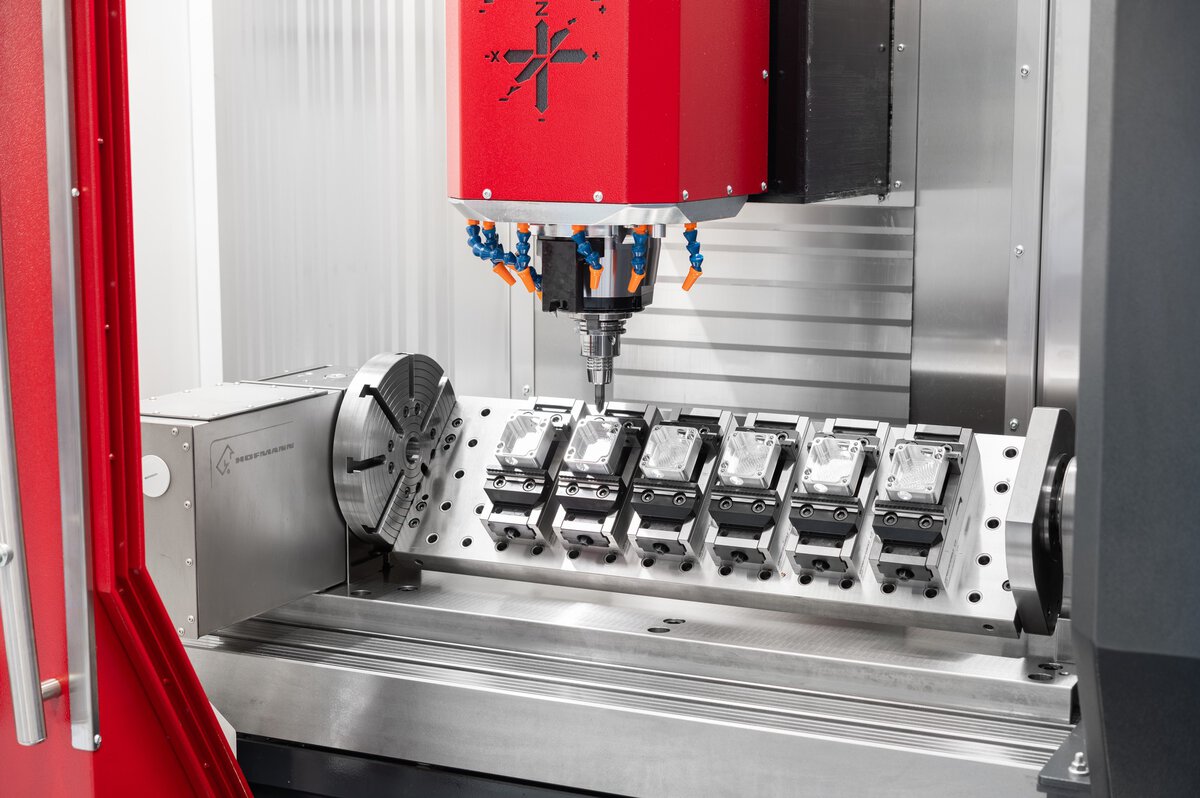
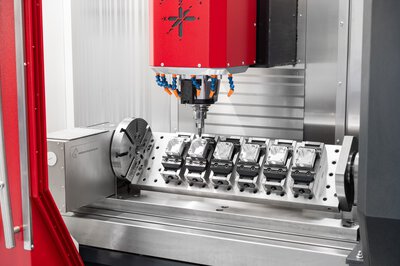
Die Hochleistungs-Bearbeitungszentren der TILTENTA-Baureihe lösen viele Zerspanungsaufgaben im Maschinenbau, im Werkzeug- und Formenbau, in der Wellen- und Walzenbearbeitung und in der Aerospace-Industrie. Der große Arbeitsraum mit der stufenlos schwenkbaren Hauptspindel erlaubt einerseits die Vertikalbearbeitung von langen Werkstücken bis 6000 kg. Andererseits ist durch den integrierten NC-Rundtisch und eine Arbeitsraumtrennwand auch eine präzise 5-Seiten-Bearbeitung von bis zu 1800 kg schweren Teilen im Pendelbetrieb möglich. Die Bearbeitungszentren bestechen durch senkrechte Edelstahlabdeckungen für optimalen Spänefall und eine Vollkapselung des Arbeitsraumes bereits im Standard.







PRODUKTIVITÄT MAXIMIEREN
MIT AUTOMATISIERTEN
Langbett-Fräsmaschinen
5-Achs- und Langteilbearbeitung sind ideal für die Einzelteil-
sowie Kleinserienfertigung. Mit Automationslösungen können
unsere Kunden die Produktivität der Anlagen maximieren –
beispielsweise durch den automatischen Betrieb in einer
zusätzlichen Schicht oder an Wochenenden.
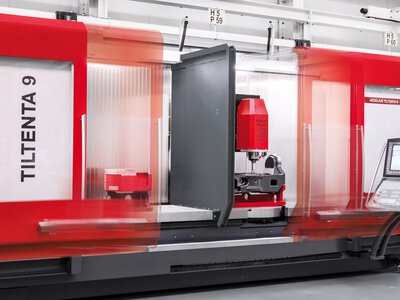
TILTENTA Baureihe.
5-Achs-Hochleistungsbearbeitungszentrum mit stufenlos schwenkbarer Hauptspindel.
Besuchen Sie uns im
TECHNOLOGIEZENTRUM
Erleben Sie die Spitzenleistung unserer CNC-Technologie hautnah: Wir laden Sie herzlich ein, unser Technologiezentrum in Meppen zu besuchen und sich persönlich von der Präzision unserer Bearbeitungszentren zu überzeugen.
Referenzberichte von HEDELIUS Kunden.
Über 3000 namhafte Kunden aus ganz Europa vertrauen auf die Qualität und Zuverlässigkeit unserer Bearbeitungszentren. In unseren Referenzberichten erfahren Sie, wie Unternehmen unterschiedlichster Branchen mit Lösungen von HEDELIUS ihre Produktivität steigern, Stillstandszeiten minimieren und langfristigen Erfolg sichern konnten. Lassen Sie sich von den Erfolgsstories unserer Kunden inspirieren und entdecken Sie, wie auch Ihr Betrieb von unserer fortschrittlichen CNC-Technologie profitieren kann.

Bei der Carstengerdes Modellbau und Zerspanung GmbH in Bockhorn bei Wilhelmshaven trifft modernste Technik auf ein familiäres Arbeitsumfeld, das von echter Wertschätzung geprägt ist. Mit dem hochmodernen 5-Achs-Bearbeitungszentrum ACURA 85 und dem MARATHON 518 Palettenhandlingsystem setzt das Unternehmen auf Automatisierung und technische Innovation – ein großer Fortschritt, der nicht nur die Effizienz steigert, sondern auch jungen Talenten Freude an der Arbeit und langfristige Perspektiven bietet.

Die BL Lasertechnik GmbH verwandelte eine Katastrophe in eine Erfolgsgeschichte. Trotz des verheerenden Brands, der ihre Produktionshallen zerstörte, entschied sich das Unternehmen für einen schnellen Neustart. Dank der Unterstützung von Partnern wie HEDELIUS konnte die Produktion in kürzester Zeit wieder aufgenommen und sogar ausgebaut werden.

Seit einem Jahr steht das Powerhouse für die Schwerzerspanung – eine TILTENTA 10-3600 der HEDELIUS Maschinenfabrik aus Meppen – in der Fertigungshalle vor den Toren von Eindhoven. Beim niederländischen Traditionsunternehmen De Rooy werden sehr große, oft komplexe Werkstücke, aus den unterschiedlichsten Materialien bearbeitet.




















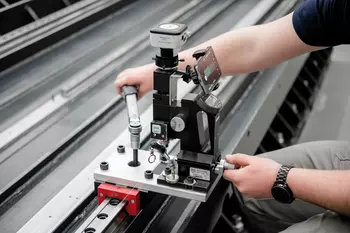
Die Basis der Präzision.
Bei der Erzielung einer bestimmten Werkstückgenauigkeit spielen viele Faktoren zusammen. Da sind zum einen die Maschinen selbst. So haben Bauart, Komponenten und Software Einfluss auf das Bearbeitungsergebnis. Es sind aber auch viele begleitende Faktoren zu berücksichtigen, vom Standort der Maschine über Messmittel, Spannmittel und Werkzeuge bis hin zur Qualifikation der Mitarbeiter.







































































")