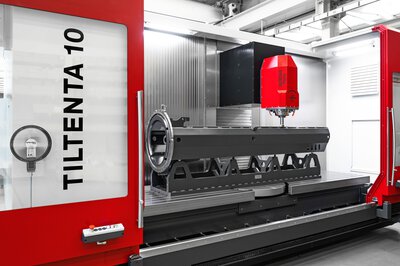
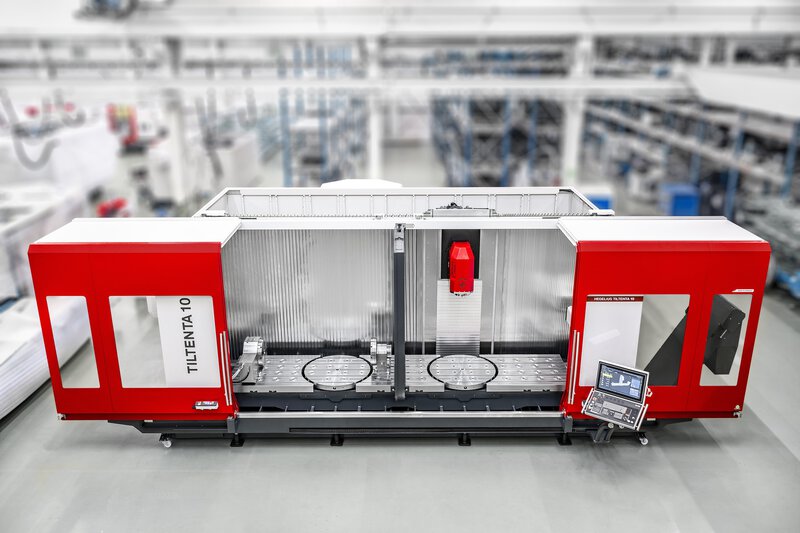
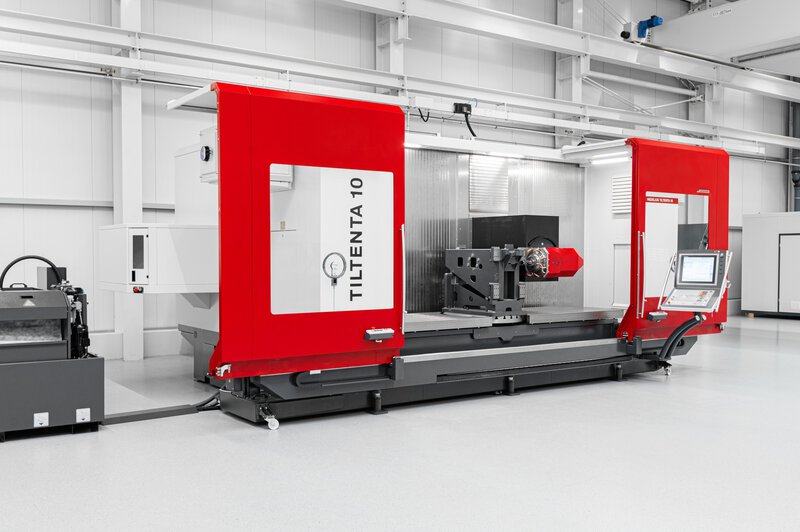
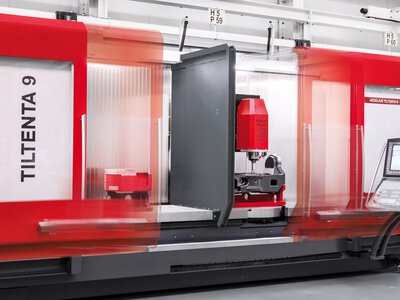
Durchdachte Bauart.



Ein Fahrständerbearbeitungszentrum bietet in der Einzelteil- und Kleinserienfertigung klare Vorteile durch die Möglichkeit kubische Werkstücke 5-achsig zu fertigen, aber auch Langeteile vertikal oder von den Stirnseiten zu bearbeiten. Der Verfahrweg in der X-Achse ist daher ein wesentliches Kriterium bei der Auswahl der richtigen Maschine. Die TILTENTA 10-4600 überzeugt mit Verfahrwegen von 4600 x 1000 x 1000 (X/Y/Z) und dem integrierten Schwerlastrundtisch bis 1.600kg / 2.200 kg (optional) Tischbeladung im Maschinen- und Werkzeugbau. Serienmäßig ist die TILTENTA 10 mit dem Doppelkontakt-Spindelsystem SK50 BIG PLUS ausgestattet (optional: HSK A100).
Hier entsteht der Maschinenvergleich: Fügen Sie weitere Maschinen hinzu um Leistungsparameter zu vergleichen.















Bei der Erzielung einer bestimmten Werkstückgenauigkeit spielen viele Faktoren zusammen. Da sind zum einen die Maschinen selbst. So haben Bauart, Komponenten und Software Einfluss auf das Bearbeitungsergebnis. Es sind aber auch viele begleitende Faktoren zu berücksichtigen, vom Standort der Maschine über Messmittel, Spannmittel und Werkzeuge bis hin zur Qualifikation der Mitarbeiter.








für CNC-Bearbeitungszentren

Bearbeitungszentren direkt vom Hersteller. Sehr kurze Lieferzeit!

Finden Sie das passende CNC-Bearbeitungszentrum.

X: 500 mm | Y: 550/370 mm | Z: 550 mm
Ø 550 mm Störkreis | max. 300 kg
SK40 / BT40 / HSK A63

X: 700 mm | Y: 650/465 mm | Z: 600 mm
Ø 700 mm Störkreis | max. 500 kg
SK40 / BT40 / HSK A63

X: 900 mm | Y: 850/600 mm | Z: 700 mm
Ø 900 mm Störkreis | max. 1000 kg
SK40 / BT40 / HSK A63







X: 2000/2600/3600 mm
Y: 700 mm | Z: 695/735 mm
Ø 1050 mm Störkreis | max. 800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 900/1005 mm
Ø 1250 mm Störkreis | max. 1800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1000/1165 mm
Ø 1450 mm Störkreis | max. 2200 kg
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 900/1005 mm
Ø 1450 mm Störkreis | max. 1800 kg
SK40 / BT40 / HSK A63













X: 1120 mm | Y: 550 mm | Z: 550 mm
SK40 / BT40 / HSK A63

X: 1320 mm | Y: 650 mm | Z: 600 mm
SK40 / BT40 / HSK A63

X: 1620 mm | Y: 850 mm | Z: 700 mm
SK40 / BT40 / HSK A63

X: 2000/2600/3600 mm
Y: 700 mm | Z: 800 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 1005 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1165 mm
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 1005 mm
SK40 / BT40 / HSK A63












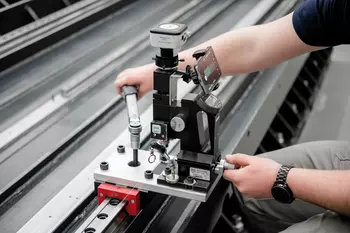
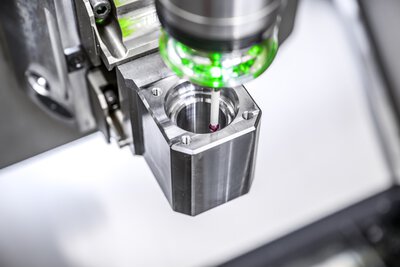
Erhöhen Sie die Genauigkeit Ihrer Fertigung mithilfe hochentwickelter Tastsysteme und Laser.
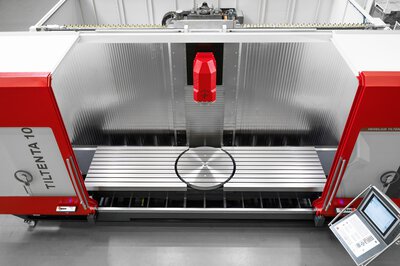
Durch den Einsatz einer Trennwand in Ihr Bearbeitungszentrum können aus einem Arbeitsraum zwei geschlossene, unabhängige Arbeitsräume für die Zerspanung im Pendelbetrieb hergestellt werden.

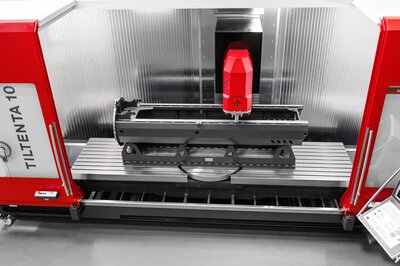
Der Maschinentisch wird mit einer standardisierten Schnittstelle versehen, die das Zentrieren und Ausrichten von Vorrichtungen auf wenige Sekunden reduziert.

Zur Erweiterung des Einsatzgebiets Ihrer TILTENTA über die 5-Seiten-Bearbeitung bis hin zu 5-Achsen-Simultanbearbeitung.
Aufsatz-Rundtische zur Achsenerweiterung und Vergrößerung des Leistungsspektrums Ihres CNC-Bearbeitungszentrums.

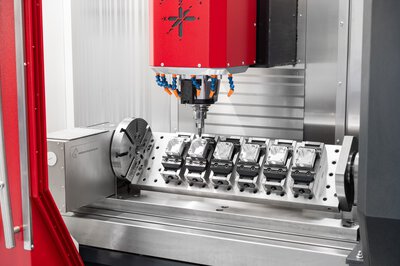
Ermöglichen eine Mehrseitenbearbeitung mit Mehrfachspannung und rationalisieren so die Serienproduktion.
Modernste Steuerungstechnik von SIEMENS oder HEIDENHAIN garantiert höchsten Bedienkomfort und eine uneingeschränkte Funktionalität.

Die Implementierung von Hochdruck-Kühlmittelanlagen ist ein entscheidender Schritt zur signifikanten Steigerung der Leistungsfähigkeit Ihres CNC-Bearbeitungszentrums.

Steigern Sie die Effizienz Ihrer Fertigung mit unserer fortschrittlichen Reinigungstechnik für HEDELIUS Bearbeitungszentren.

Technologischen Vorsprung sichern: Leistungs- und drehmomentstarke CELOX-Integral Motorspindeln mit Hybrid-Lagertechnik.

Erhöhung des Bedienkomforts und Entlastung der Maschinenbediener.
HEDELIUS bietet für alle Maschinen eine Lackierung der Arbeitsraumtüren nach Ihren Farbwünschen an.

Eine Spänepresse trennt Späne von Kühlschmierstoffen und verdichtet sie zu sauberen, handlichen Briketts.

Automationslösungen und offene Schnittstellen für Drittanbieter zur Steigerung der Effizienz.
Automationslösungen für Einzelteile als Wiederholteile oder kleine bis mittlere Serien mit Paletten.

Roboterzellen verwalten Werkstücke aus Rasterschubladen vollautomatisch für die Klein- und Mittelserienfertigung.

Automationslösungen die Werkstück- und Palettenhandling in einem System kombinieren

Spiegelbildliche Ausführung der ACURA 50 und ACURA 65 ermöglicht eine Verkettung mit Paletten- oder Werkstücksystemen.

Separate Werkzeugspeicher für bis zu 264 zusätzliche Werkzeuge reinigen, pflegen und reduzieren Wechselzeiten enorm.
Für die elektrische Anbindung an eine Automation stehen vorkonfigurierte Standard-Schnittstellen z. B. für EROWA, INDUNORM, ROBOJOB, BMO oder LANG zur Auswahl.
")
+ Automation von Bearbeitungszentren mit Dreh-Schwenktisch
+ Seitliche Beladung durch das Automationssystem
+ Arbeitsraum bleibt voll erhalten
+ Lösungen mit geringem Platzbedarf

+ Automation von Langbett-Fräsmaschinen mit Schwenkspindel
+ Frontale Beladung durch das Automationssystem
+ Arbeitsraum bleibt weiterhin erhalten
+ Lösung für 5-Achs- und Langteilbearbeitung

+ Automation von 3-Achs-Fräsmaschinen
+ Seitliche Beladung durch das Automationssystem
+ Arbeitsraum bleibt voll erhalten
+ Lösungen mit geringem Platzbedarf


















Mit über 3.000 installierten HEDELIUS Bearbeitungszentren sichern wir heute präzise und kraftvolle Zerspanung in verschiedensten Branchen.

Verschiedene konstruktive Highlights sorgen dafür, dass unsere Kunden nachhaltig ein Höchstmaß an Präzision und Effizienz in jedem Produktionsschritt erreichen können.

Durch den Einsatz von rüstzeitoptimierter Technik, wie schnelle Werkzeugbereitstellung und innovative Spannmittel, können Unternehmen Ihre Spindellaufzeit nachhaltig maximieren.

Die Faktoren, welche einen maßgeblichen Einfluss auf die Genauigkeit unserer Präzisionsmaschinen haben.

Optimieren Sie Ihr HEDELIUS Bearbeitungszentrum mit einer Vielzahl an Optionen, die genau auf Ihre spezifischen Anforderungen und Produktionsaufgaben abgestimmt sind.

Erhöhen Sie die Genauigkeit Iherer Fertigung mithilfe hochentwickelter Tastsysteme und Laser.
Durch den Einsatz einer Trennwand in Ihr Bearbeitungszentrum können aus einem Arbeitsraum zwei geschlossene, unabhängige Arbeitsräume für die Zerspanung im Pendelbetrieb hergestellt werden.
Der Maschinentisch wird mit einer standardisierten Schnittstelle versehen, die das Zentrieren und Ausrichten von Vorrichtungen auf wenige Sekunden reduziert.
Zur Erweiterung des Einsatzgebiets Ihrer TILTENTA über die 5-Seiten-Bearbeitung bis hin zu 5-Achsen-Simultanbearbeitung.
Aufsatz-Rundtische zur Achsenerweiterung und Vergrößerung des Leistungsspektrums Ihres CNC-Bearbeitungszentrums.
Ermöglichen eine Mehrseitenbearbeitung mit Mehrfachspannung und rationalisieren so die Serienproduktion.
Modernste Steuerungstechnik von SIEMENS oder HEIDENHAIN garantiert höchsten Bedienkomfort und eine uneingeschränkte Funktionalität.
Die Implementierung von Hochdruck-Kühlmittelanlagen ist ein entscheidender Schritt zur signifikanten Steigerung der Leistungsfähigkeit Ihres CNC-Bearbeitungszentrums.
Steigern Sie die Effizienz Ihrer Fertigung mit unserer fortschrittlichen Reinigungstechnik für HEDELIUS Bearbeitungszentren.
Technologischen Vorsprung sichern: Leistungs- und drehmomentstarke CELOX-Integral Motorspindeln mit Hybrid-Lagertechnik.
Erhöhung des Bedienkomforts und Entlastung der Maschinenbediener.
HEDELIUS bietet für alle Maschinen eine Lackierung der Arbeitsraumtüren nach Ihren Farbwünschen an.
Eine Spänepresse trennt Späne von Kühlschmierstoffen und verdichtet sie zu sauberen, handlichen Briketts.
Die TNC7, verbindet hochwertige Hardware-Komponenten mit einem fortschrittlichen, individuell anpassbaren Nutzer-Interface und einem großzügigen Funktionspaket.

Mit SINUMERIK ONE setzen Sie neue Maßstäbe in Ihrer Fertigung, dank digitaler Zwillinge, erweiterter Diagnosefunktionen und hoher Flexibilität.

Aktuelle Informationen und Neuigkeiten rund um die HEDELIUS Maschinenfabrik. Ein kurzer Einblick in die Produktvielfalt der Bearbeitungszentren, Automationen und Veranstaltungen.

Besuchen Sie uns am 14. und 15. Mai zur großen HEDELIUS Hausmesse mit vielfältigen Fachvorträgen und einer ansprechenden Fachausstellung.

Über 3000 namhafte Kunden aus ganz Europa vertrauen auf die Qualität und Zuverlässigkeit von HEDELIUS Maschinen.

Alle anstehenden Terminen für Workshops, Messeauftritte und weitere Veranstaltungen auf einen Blick.

Aktuelle Pressemeldungen und -informationen zum Download.

In unserem Downloadbereich stellen wir eine Vielzahl an kostenlosen Informationsmaterialien zur Verfügung.

Wissenswertes zum Unternehmen, Neuheiten, Produktinformationen, Anwenderberichte

Jetzt zur HEDELIUS Hausmesse 2025 anmelden und neueste CNC-Technologien live erleben!

Spannende Fachvorträge auf der HEDELIUS Hausmesse! Erhalten Sie wertvolle Einblicke in aktuelle Trends der zerspanenden Fertigung und praxisnahe Lösungen von Branchenexperten.

Auf der Fachausstellung der HEDELIUS Hausmesse erwarten Sie neueste Automatisierungssysteme, Präzisionswerkzeuge und Fertigungslösungen – direkt im Austausch mit den Experten. Entdecken Sie alle Teilnehmer der Fachausstellung.

Seit 55 Jahren hat HEDELIUS nur ein Ziel: die Steigerung der Wirtschaftlichkeit in der Einzelteil- und Kleinserienfertigung des Maschinen-, Werkzeug- und Fahrzeugbaus.
Nutzen Sie die Möglichkeit, unsere Bearbeitungszentren und Automationslösungen live zu erleben und sich von deren Leistungsfähigkeit und Zuverlässigkeit zu überzeugen.

Tausende Unternehmen in Europa, darunter Hidden Champions, vertrauen auf unsere Lösungen. Vom Mittelstand bis zu globalen Konzernen begleiten wir Sie auf dem Weg zu nachhaltigem Erfolg.

Umfassende und praxisnahe Schulungen für CNC-Programmierer und -Bediener von der 3-Achs- bis zur 5-Achs-Bearbeitung.

Erleben Sie die neuesten Entwicklungen in der Zerspanungstechnik – entweder bequem online oder direkt bei uns in Meppen.

Bearbeitungszentren der Marke HEDELIUS sind in den verschiedensten Branchen im Einsatz.

Ressourcenschonung, Energieeffizienz und Zukunftssicherung: Unsere Bemühungen für einen positiven Beitrag zur Gestaltung einer nachhaltigen Zukunft.

Als Lieferant teilen Sie unsere Werte von Qualität und Zuverlässigkeit? Dann nehmen Sie gerne Kontakt zu uns auf.

Im Laufe der Jahre haben wir ein starkes Netzwerk aus mittlerweile 17 Handelspartnern in ganz Europa aufgebaut.














Wenn Sie unsere Faszination für Technik teilen und in einem Team mit Experten unterschiedlicher Fachrichtungen arbeiten möchten, sind Sie bei HEDELIUS genau richtig.

Alle aktuellen Stellenangebote auf einen Blick und die Möglichkeit zur Onlinebewerbung.

Eine Initiativbewerbung bietet die Möglichkeit, das eigene Potenzial zu präsentieren – auch ohne eine ausgeschriebene Stelle.

Ausbildung genießt bei HEDELIUS einen hohen Stellenwert. Dementsprechend hoch sind Qualität und Praxisbezug der Ausbildung.

HEDELIUS bietet die Chance, durch ein Praktikum im handwerklichen oder kaufmännischen Bereich, wertvolle Einblicke und Erfahrungen zu gewinnen.