Přesnost.
Přesnost obráběcích center HEDELIUS.
Při dosahování určité přesnosti obrobku hraje roli mnoho faktorů. Za prvé jsou to samotné stroje. Konstrukce, komponenty a software mají vliv na výsledek obrábění. V úvahu je však třeba vzít i mnoho doprovodných faktorů, od umístění stroje přes měřicí zařízení, upínací zařízení a nástroje až po kvalifikaci pracovníků.
Promyšlený design.
V první fázi vývoje každého nového obráběcího centra jsou kritéria, jako je stabilita, přesnost, dynamika, automatizační schopnosti, prostorové nároky, přepravní rozměry a výrobní náklady, ve vzájemném rozporu a musí být vážena podle plánované oblasti použití. HEDELIUS je koncipován jako univerzální obráběcí centrum pro širokou škálu aplikací v konstrukci strojů a nástrojů, a proto je ve fázi návrhu kladen větší důraz na stabilitu a přesnost. Výsledkem tohoto procesu byla speciální konstrukce obráběcích center TILTENTA s neustále vystupující osou Y a z toho vyplývající vysoká tuhost a přesnost v celém rozsahu pojezdu os Y a Z. V tomto případě se jedná o obráběcí centra, která jsou určena pro obrábění s velkou přesností. Výsledky byly natolik přesvědčivé, že na základě této konstrukce byla vyvinuta i kompaktní pětiosá obráběcí centra řady ACURA.


Dlouhodobá přesnost.
HEDELIUS používá k měření polohy os X, Y a Z pouze přímé lineární snímače. To znamená, že smyčka řízení polohy zahrnuje celý posuvový mechanismus. To se označuje jako provoz v "uzavřené smyčce". Chyby přenosu v mechanice tak mohou být detekovány lineárním snímačem na ose posuvu a korigovány řídicí elektronikou. Tím se eliminuje řada možných zdrojů chyb:
Chybné polohování v důsledku zahřívání kuličkového šroubu
Chybné zpětné chodu
Kinematická chyba v důsledku chyby stoupání kuličkového šroubu
Přímé lineární snímače jsou proto nezbytné pro stroje s vysokými nároky na přesnost polohování a rychlost obrábění. Všechna obráběcí centra HEDELIUS jsou standardně vybavena přímými měřicími systémy.
Tovární výroba.
Kritické sestavy, jako jsou posuvné sloupy, lůžka a otočné stolové jednotky, se vyrábějí a měří přímo ve společnosti HEDELIUS. Díky tomu nejenže neustále sledujeme kvalitu, ale také si uvědomujeme možnosti a limity moderního obrábění v každodenním provozu. Tyto zkušenosti s procesy jsou neustále zapracovávány do zlepšování našich výrobků a poradenství našim zákazníkům.


Průvodci a přímočarost.
Vyrovnání vodicích drah vyžaduje zvláštní péči a zkušenosti. Společnost HEDELIUS používá předem seřízená válečková vedení od německých a švýcarských výrobců. Přesné vyrovnání pomocí optické měřicí techniky zajišťuje, že například vodicí dráhy osy Y stroje ACURA 65 jsou namontovány s přímostí nejvýše 5 µm. Na konci montáže se nakonec pomocí laserového interferometru zkontroluje a zdokumentuje přesnost polohování, opakovatelnost, přímost a vůle lineárních os. Například přesnost polohování lineárních os je podle normy ISO 230-2 pravidelně menší než 6 µm. Rádi vám umožníme nahlédnout do interních procesů a přejímacích protokolů v rámci prohlídky závodu.
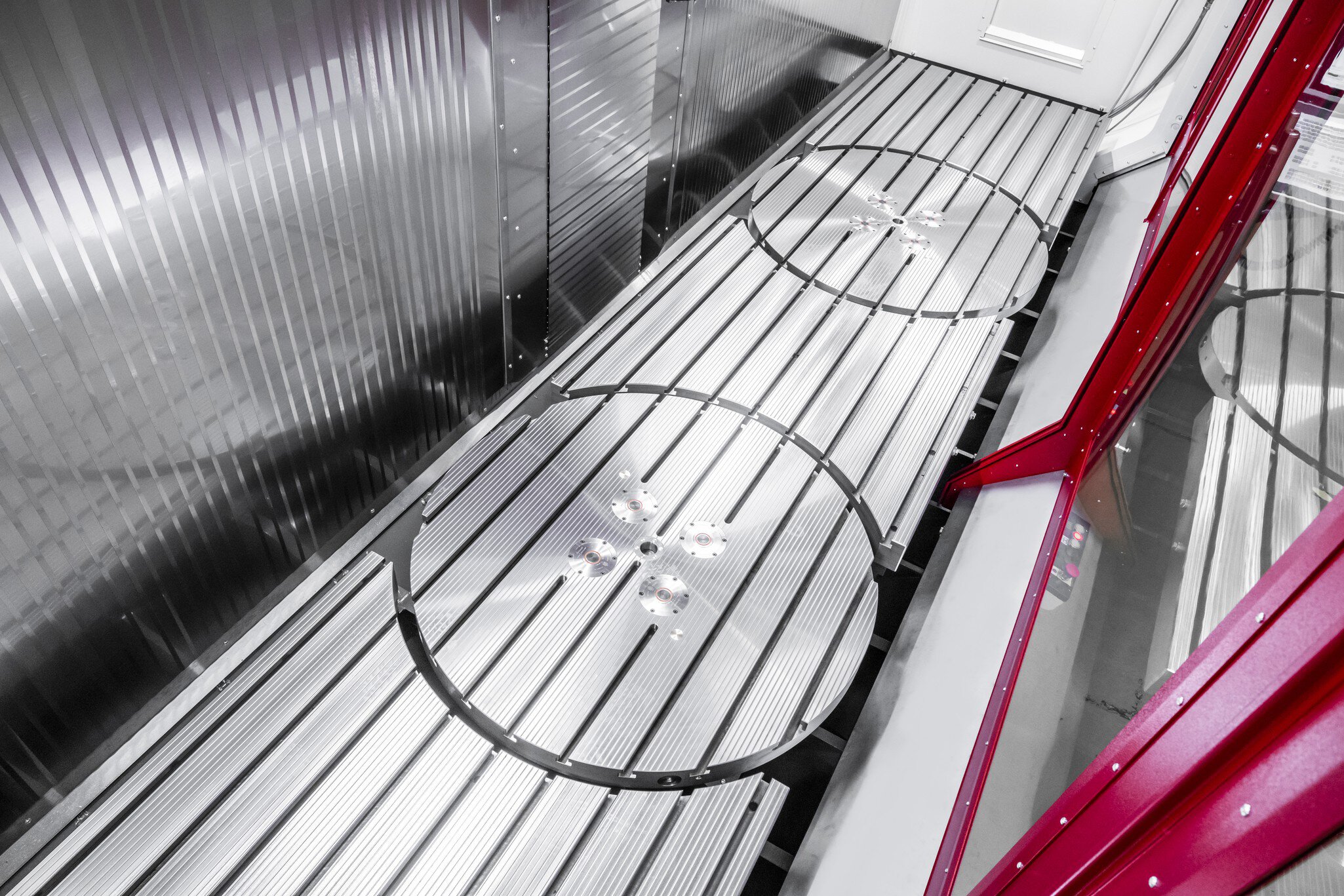
Měřící systémy na rotačních osách.
U pětiosých obráběcích center má přesnost měřicích systémů významný vliv na úhlovost a rovnoběžnost ploch a otvorů. Z tohoto důvodu používá společnost HEDELIUS u integrovaných otočných stolů, pohonů otočných vřeten a jednotek otočný/otočný stůl také přímé úhlové snímače ve středu každé rotační osy. Na přání můžeme použít laserové úhlové snímače k měření přesnosti polohování rotačních os s rozlišením ±1" a kalibrovat osy pro maximální přesnost polohování. To umožňuje dosáhnout přesnosti polohování menší než ±5" i u sériových komponent. Některé modely nabízejí také možnost vybavit osy C úhlovými snímači vyšší třídy přesnosti, aby se zvýšila přesnost polohování na hodnotu nižší než ±2,5".


IT6 kruhová přesnost.
Zkouška kulovou tyčí Renishaw se prosadila jako rychlá a jednoduchá zkušební metoda přesnosti obráběcích center. Měření poskytuje informace o interakci dvou lineárních os a přesnosti kruhového pohybu během několika minut. Neklouzavá válečková vedení v kombinaci se systémy přímého měření dráhy a vysokou úhlovou přesností umožňují ve většině případů frézování uložení v kvalitě IT6, což zkracuje výrobní časy a snižuje počet potřebných vřetenových nástrojů. Vysokou přesnost kruhového tvaru vám rádi předvedeme na našem měřicím zařízení Renishaw.
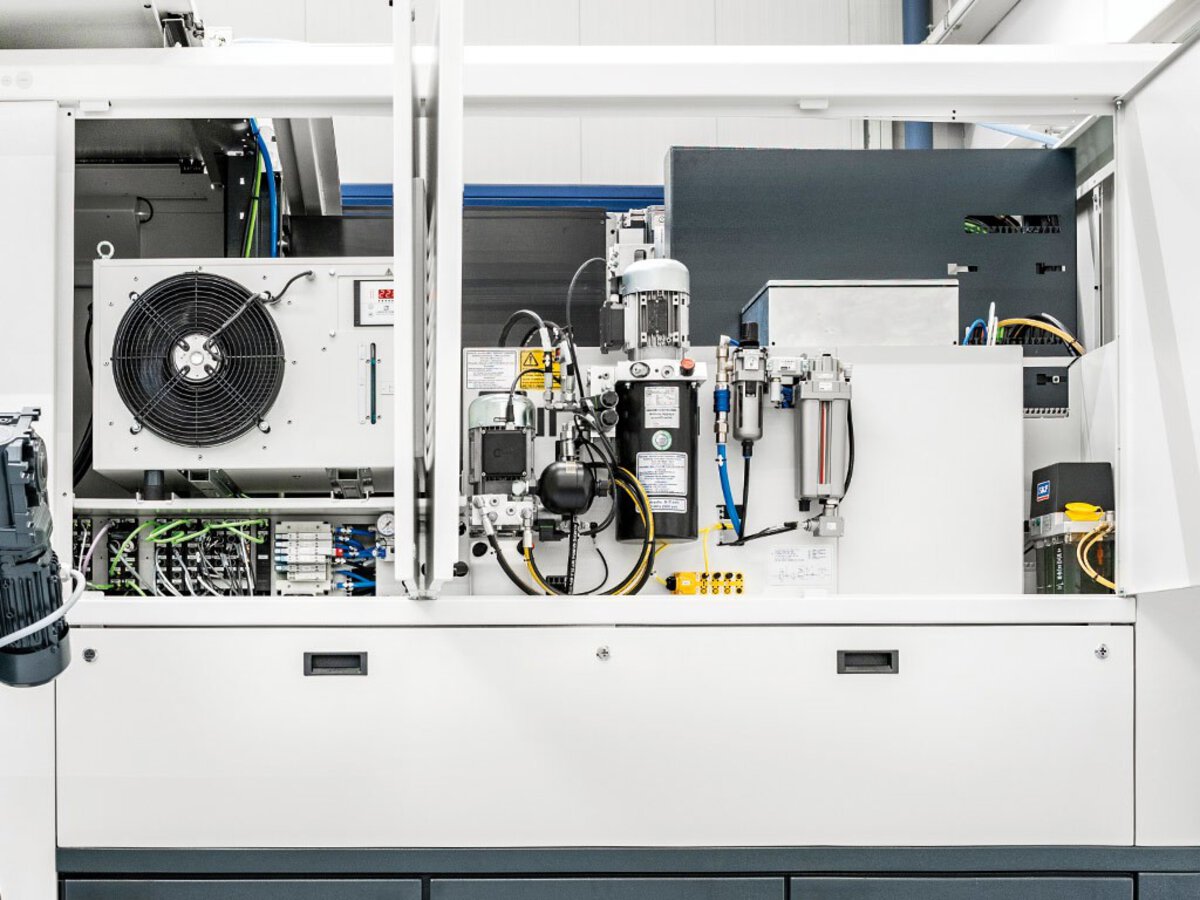
Chladič vřetena a teplotní kompenzace.
Společnost HEDELIUS vybavuje svá obráběcí centra chladiči vřeten, které odvádějí teplo vznikající ve frézovacím vřetenu. Chladicí systém dosahuje zvýšené tepelné stability již ve standardní výbavě. Protože však ne všechno teplo může být odvedeno chlazením vřetena, instaluje společnost HEDELIUS volitelně teplotní čidla na vřeteno, posuvný sloup a v některých případech také na rotační osy, aby bylo možné kompenzovat konstrukční posuny prostřednictvím řídicího systému.