IWK Verpackungstechnik GmbH | ACURA 50 EL; ACURA 85 EL; BMO Platinum 88
Działalność: Technologia pakowania | Siedziba firmy: Stutensee, Niemcy | Pracownicy: 42
Więcej godzin na poszczególne pozycje dzięki Automatyzacji.
IWK Verpackungstechnik zwiększa moce produkcyjne dwóch centrów obróbkowych HEDELIUS.
Niemiecka firma IWK Verpackungstechnik zajmująca się inżynierią mechaniczną dostarcza Klientom na całym otwartym rynku systemy pakowania, które są specjalnie dostosowywane do ich wymagań. Dla działu mechanicznego firmy te niestandardowe Dostosowania oznaczają konieczność frezowania wielu pojedynczych elementów i małych serii. Automatyzacja dwóch 5-osiowych centrów obróbkowych z elastycznym modułem robota do produkcji małych serii uwolniła czas, który operatorzy CNC mogą wykorzystać na frezowanie pojedynczych elementów.
IWK Verpackungstechnik buduje maszyny kartonujące, pakujące i napełniające tubki dla przemysłu farmaceutycznego i kosmetycznego. Zautomatyzowane linie pakujące np. do kartonowych opakowań zewnętrznych i tubek pasty do zębów, aby zamknąć tylko dwa produkty, są dostarczane na całym świecie. Chociaż podstawowa struktura takiej linii pakującej jest często taka sama, IWK zawsze oferuje indywidualne rozwiązania, które są dostosowane do konkretnych wymagań klienta i linii produkcyjnej, z którą maszyna ma być zintegrowana. "To zawsze zależy od zawartości, kształtu i rozmiaru opakowania", wyjaśnia Dieter Krämer, szef działu mechanicznego w IWK w Stutensee koło Karlsruhe. Elementy konstrukcyjne, które są częścią podstawowej wiedzy specjalistycznej IWK, są toczone i frezowane we własnym dziale produkcji mechanicznej firmy. "Są to zawsze części, przez które przechodzi produkt Klienta, często ciecz. Dlatego nazywamy te elementy konstrukcyjnymi częściami mokrymi". Ze względu na wymagania higieniczne w przemyśle farmaceutycznym i kosmetycznym, elementy konstrukcyjne są frezowane i toczone ze stali nierdzewnej. Są to precyzyjne części o bardzo niskiej chropowatości powierzchni. "Bakterie nie mogą mieć możliwości przylegania. Dlatego wymagania dotyczące chropowatości powierzchni są wysokie", wyjaśnia Dieter Krämer. Wartości Ra na poziomie 0,4 lub 0,8 mikrometra są normą dla tych elementów konstrukcyjnych. "Staramy się zamknąć te wartości Ra poprzez zastosowanie odpowiedniej technologii. Czasami polerujemy części".
Dlaczego automatyzacja?
Ponieważ IWK buduje niestandardowe systemy pakowania i napełniania, serie produkowane przez 42 pracowników w zespole Dietera Krämera są odpowiednio małe. 15, 20, czasami 100 sztuk, choć 100 sztuk to raczej wyjątek niż reguła. Ponadto frezowanych jest wiele pojedynczych sztuk. To jest właśnie powód, dla którego IWK zainwestowało w moduł robota od BMO Automation.
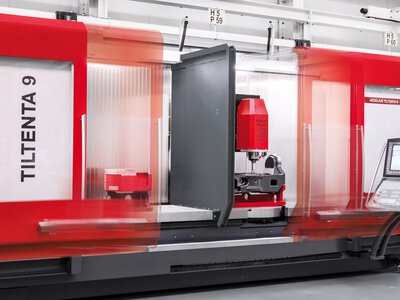
Pochodzenie, ładowarka boczna Platinum 88 firmy BMO była połączona z 5-osiowym centrum obróbkowym CNC ACURA 85 firmy HEDELIUS. Od początku roku druga maszyna z HEDELIUS Maschinenfabrik została podłączona do modułu robota holenderskiej firmy automatyzacyjnej: ACURA 50. Dieter Krämer: "ACURA 50 może być ładowana z lewej strony. Oznacza to, że moduł robota idealnie pasuje do obu maszyn. Innymi słowy, robot automatycznie ładuje oba centra obróbkowe. A mimo to obie maszyny pozostają dostępne dla operatorów od przodu w celu frezowania pojedynczych elementów".
Dokładnie to docenia Dieter Krämer. Na obu maszynach zyskuje on dodatkowy czas na produkcję pojedynczych elementów. Operatorzy frezują je w ciągu dnia lub wieczorem, gdy pracują na dwie zmiany. Pod koniec zmiany moduł robota jest ładowany surowcem, aby maszyny CNC mogły automatycznie frezować małe serie w godzinach bezobsługowych. Według Dietera Krämera, komórka nie musi pracować przez cały weekend. Dzieje się tak, ponieważ wiele godzin produkcji można zyskać zarówno w ciągu dnia, jak i w nocy oraz w weekendy, gdy dwa centra obróbkowe HEDELIUS są ładowane przez robota BMO i frezują bezobsługowo.


Obsługa produktów i palet.
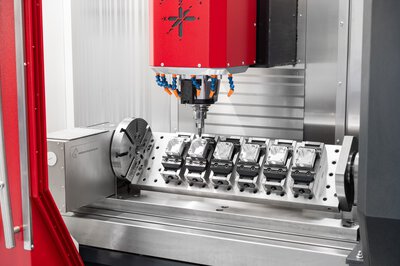
Cela Platinum 88 firmy BMO nadaje się zarówno do obsługi produktów, jak i palet. Surowiec jest albo umieszczany ręcznie w jednej z siedmiu szuflad na produkt, z której robot wyjmuje materiał i umieszcza go w imadle maszyny, albo robot używa specjalnego Chwytaka, aby podnieść paletę, na której zamontowane są elementy mocujące. Operatorzy mogą ładować i rozładowywać szuflady celi, podczas gdy obie maszyny HEDELIUS frezują. Połączenie obsługi palet i produktów było ważne dla Dietera Krämera. Nie dlatego, że IWK frezuje wiele części, które są mocowane w imadle poza maszyną, ale dlatego, że operatorzy nie potrzebują już Żurawia do załadunku palet do ACURA 85.
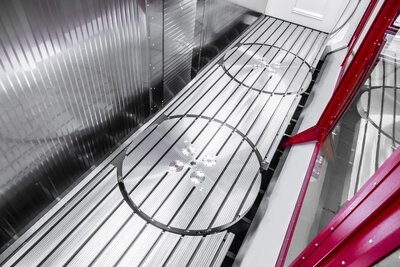
"Robot umieszcza paletę na otwartym stole maszyny. Dzięki systemowi mocowania Römheld z punktem zerowym odbywa się to zawsze z wysoką precyzją" - wyjaśnia kierownik produkcji. Oszczędza to czas w codziennej produkcji. Po zakończeniu procesu robot jest natychmiast gotowy do zamknięcia kolejnej palety lub innego produktu. "Z drugiej strony, operator nie zawsze jest przy maszynie. Maszyna stałaby nieruchomo do czasu przybycia operatora".
Ponieważ centrum obróbkowe HEDELIUS ACURA ma stół okrągły o wymiarach 850 x 750 mm, firma IWK zdecydowała się na wersję Platinum 88. W standardowej wersji tego modułu robota ładowność robota wynosi do 50 kilogramów, podczas gdy wersja używana przez IWK ma ładowność 88 kilogramów. "Dzięki dużej palecie dla ACURA 85 i narzędziu mocującemu osiągnęliśmy granice tego, co robot może podnieść w standardowej celi Platinum. Nasze przedmioty obrabiany nie są aż tak duże i ciężkie, ale nie chcieliśmy ryzykować zamknięcia tego limitu."
Edycja sześciu powierzchni.
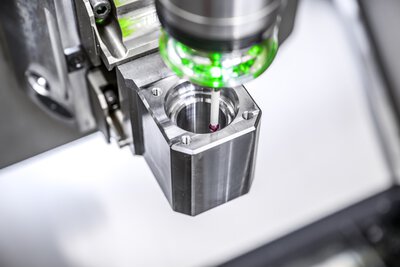
Systemy napełniania, które IWK buduje dla Klientów, muszą bardzo precyzyjnie dozować produkty. Stawia to odpowiednio wysokie wymagania dotyczące dokładności elementów konstrukcyjnych. Robot firmy BMO jest w stanie bardzo precyzyjnie zamknąć przedmiot obrabiany w urządzeniu mocującym. Ponieważ cela jest wyposażona w stację tokarską BMO, Chwytak może wyjąć Przedmiot obrabiany z urządzenia mocującego po obróbce pięciu z sześciu boków, obrócić go i ponownie ustawić dokładnie w pozycji do obróbki szóstej powierzchni. "W tym przypadku mierzymy dokładną pozycję przedmiotu obrabiany za pomocą czujnika pomiarowego zintegrowanego z ACURA" - mówi Dieter Krämer.


Łatwy w obsłudze.
Chociaż firma IWK często sama integruje roboty z liniami pakującymi swoich Klientów, wewnętrzny zespół produkcji mechanicznej nie miał wcześniej doświadczenia z robotami. Jednak wprowadzenie komórki BMO do działu produkcji przebiegło całkowicie płynnie. Po zaledwie kilku tygodniach moduł robota został w pełni zintegrowany z codzienną produkcją. "Oprogramowanie jest bardzo łatwe w obsłudze. Produkujemy części okrągłe i sześcienne. Sterowanie wizualnie podpowiada Operatorowi, który wprowadza wymiary części, w jaki sposób umieścić materiał w szufladzie. To wszystko."
Dodatkowy czas dla elementów pojedynczych.
Dieter Krämer miał nadzieję, że instalacja modułu robota potrwa krócej niż zapowiadany tydzień. Zaakceptował jednak wymagany czas. "Mamy teraz znacznie większą elastyczność. W poniedziałek operatorzy planują części, które mają zostać zamknięte w celi na następny tydzień roboczy. Każda godzina pracy robota daje nam dodatkowy czas na produkcję pojedynczych elementów. Dokładnie to chcieliśmy osiągnąć dzięki tej automatyzacji".
Wyraźna przewaga, którą BMO mierzy za pomocą współczynnika wydajności operatora: Ta kluczowa liczba opisuje stosunek czasu pracy wrzeciona do liczby operatorów. Współczynnik wydajności operatora (OPR) został już zwiększony w IWK poprzez obciążenie obu centrów obróbkowych HEDELIUS robotem BMO. Dieter Krämer widzi jednak dalsze możliwości przyszłych ulepszeń. Ma już na myśli inne przedmioty obrabiany, które są obecnie produkowane przez operatorów na innych maszynach CNC. Chciałby przeprogramować je na jedną z dwóch maszyn HEDELIUS, aby te części również mogły być produkowane przy minimalnym zaangażowaniu personelu. "Jesteśmy bardzo zadowoleni z naszego nowego rozwiązania. Teraz będziemy kontynuować rozbudowę automatyzacji".
Raport użytkownika: www.bmoautomation.nl

Centra obróbkowe Klienta.


Więcej referencji.

W Carstengerdes Modellbau und Zerspanung GmbH w Bockhorn niedaleko Wilhelmshaven, najnowocześniejsza technologia jest otwarta na rodzinne środowisko pracy charakteryzujące się prawdziwym uznaniem. Dzięki ultranowoczesnemu 5-osiowemu centrum obróbkowemu ACURA 85 i systemowi obsługi palet MARATHON 518, firma jest otwarta na automatyzację i innowacje techniczne - duży postęp, który nie tylko zwiększa wydajność, ale także oferuje młodym talentom radość z pracy i długoterminowe perspektywy.

Dzięki automatyzacji firma IWK Verpackungstechnik była w stanie znacznie zwiększyć wydajność produkcyjną swoich centrów obróbkowych HEDELIUS. Dzięki zintegrowaniu modułu robota, operatorzy CNC zyskują cenny czas, który mogą wykorzystać na produkcję pojedynczych elementów. Rozwiązanie to umożliwia firmie IWK zamknięcie się na większą elastyczność i dalszą poprawę wydajności produkcji.

Circelli Engineering Solutions GmbH z Dulliken to zamknięty start-up na szwajcarskiej scenie produkcyjnej. Pochodząca z małego biura projektowego, młoda firma rozwinęła się w dostawcę systemów dzięki swojej pasji i inwestycjom w innowacyjne technologie CNC. Rolkę, jaką odgrywają najnowsze centra obróbkowe FORTE 65 i ACURA 65 firmy HEDELIUS, wyjaśnili bracia założyciele i właściciele Paolo Circelli i Marco Circelli.