
























Verfijnde Bouwwijze.









Voor CNC-bewerkingscentra

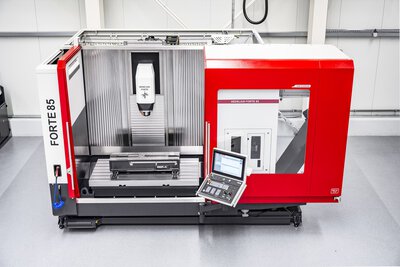
Bewerkingscentra rechtstreeks van de Fabrikant. Zeer korte levertijd!

Vind het juiste CNC-bewerkingscentrum voor jou

X: 500 mm | Y: 550/370 mm | Z: 550 mm
Ø 550 mm Stoorcirkel | max. 300 kg
SK40 / BT40 / HSK A63

X: 700 mm | Y: 650/465 mm | Z: 600 mm
Ø 700 mm Stoorcirkel | max. 500 kg
SK40 / BT40 / HSK A63

X: 900 mm | Y: 850/600 mm | Z: 700 mm
Ø 900 mm Stoorcirkel | max. 1000 kg
SK40 / BT40 / HSK A63







X: 2000/2600/3600 mm
Y: 700 mm | Z: 695/735 mm
Ø 1050 mm Stoorcirkel | max. 800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 900/1005 mm
Ø 1250 mm Stoorcirkel | max. 1800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1000/1165 mm
Ø 1450 mm Stoorcirkel | max. 2200 kg
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 900/1005 mm
Ø 1450 mm Stoorcirkel | max. 1800 kg
SK40 / BT40 / HSK A63













X: 1120 mm | Y: 550 mm | Z: 550 mm
SK40 / BT40 / HSK A63

X: 1320 mm | Y: 650 mm | Z: 600 mm
SK40 / BT40 / HSK A63

X: 1620 mm | Y: 850 mm | Z: 700 mm
SK40 / BT40 / HSK A63

X: 2000/2600/3600 mm
Y: 700 mm | Z: 800 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 1005 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1165 mm
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 1005 mm
SK40 / BT40 / HSK A63












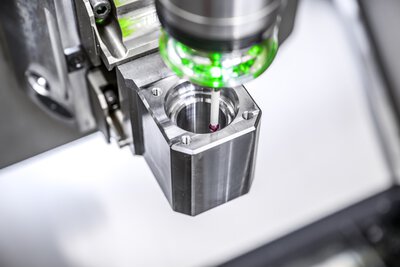
Verhoog de nauwkeurigheid van uw productie met behulp van hoogontwikkelde schakelende tasters en lasers.
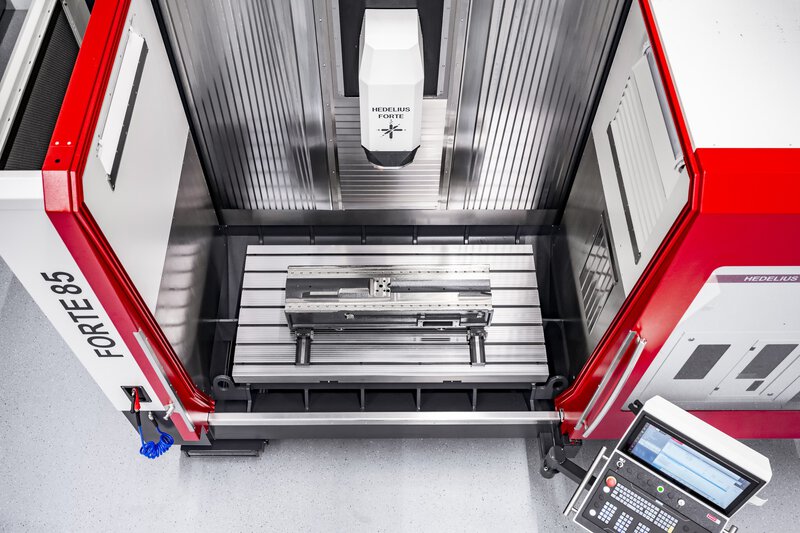
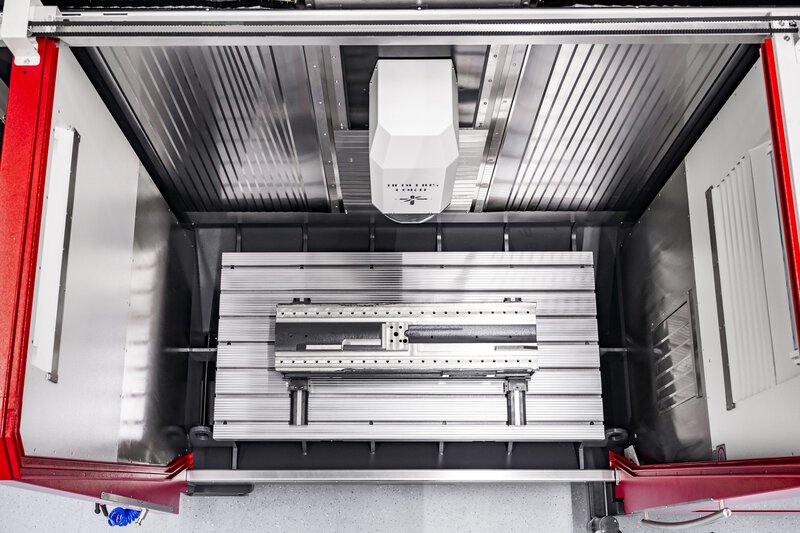
Door een Scheidingswand in uw Bewerkingscentrum te gebruiken, kunt u van één werkruimte twee gesloten, onafhankelijke werkruimtes maken voor bewerkingen in Pendelbedrijf.

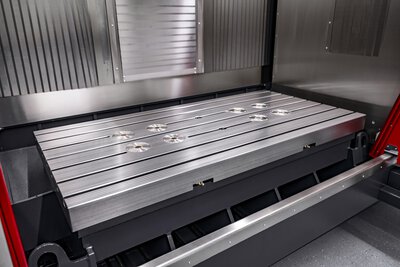
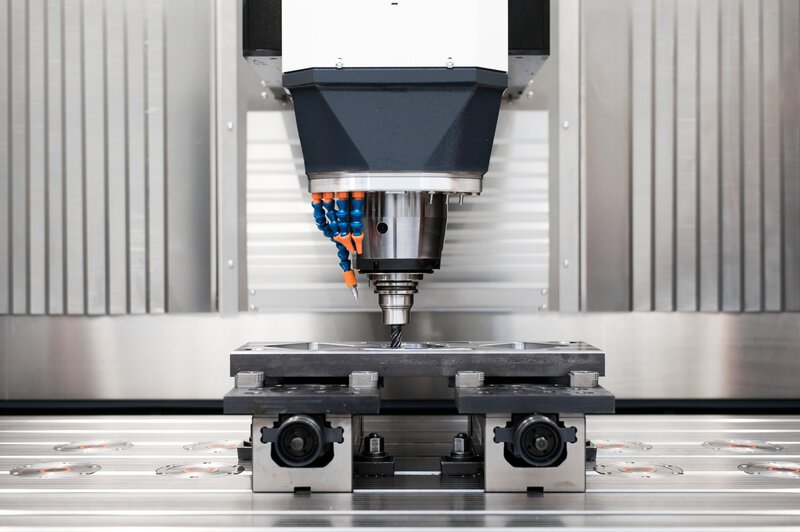
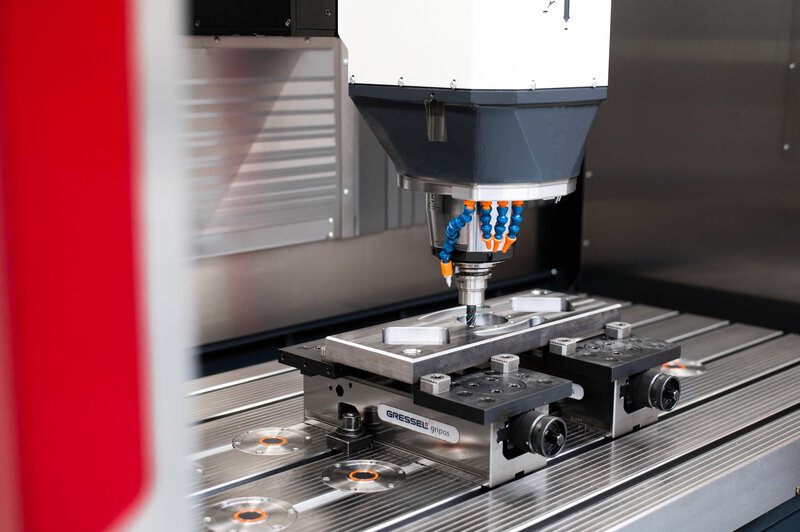
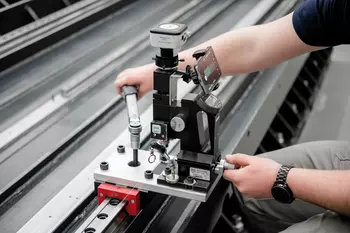
De Machinetafel is uitgerust met een gestandaardiseerde Interface die het centreren en uitlijnen van de Inrichtingen terugbrengt tot slechts enkele seconden.

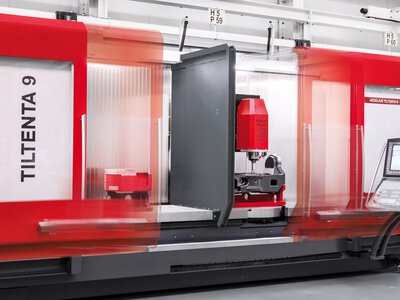
Om het toepassingsgebied van uw TILTENTA uit te breiden van 5-zijdige bewerking tot 5-assige simultaanbewerking.
Draaitafels voor uitbreiding van de assen en verhoging van het prestatiespectrum van uw CNC-bewerkingscentrum.

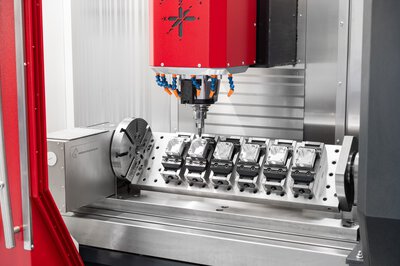
Meerzijdige bewerking met meervoudige klemming mogelijk maken en zo de serieproductie rationaliseren.
De ultramoderne besturingstechnologie van SIEMENS of HEIDENHAIN garandeert maximaal bedieningscomfort en onbeperkte functionaliteit.

De implementatie van Hogedruk-koelmiddelinstallaties is een beslissende stap om de prestaties van uw CNC-bewerkingscentrum aanzienlijk te verhogen.

Verhoog de efficiëntie van uw productie met onze geavanceerde reinigingstechnologie voor HEDELIUS Bewerkingscentra.

Zorgen voor technologische voorsprong: Vermogenrijke en koppelrijke CELOX integrale motorassen met hybride lagertechnologie.

Meer bedieningscomfort en verlichting voor machinebedieners.
HEDELIUS biedt Lakwerk voor de deuren van het werkgebied volgens uw kleurvereisten voor alle machines.

Een Spanenpers scheidt de spanen van Koelsmeermiddelen en comprimeert ze tot schone, hanteerbare briketten.

Automatiseringsoplossingen en open interfaces voor externe leveranciers om de efficiëntie te verhogen.
Automatiseringsoplossingen voor Afzonderlijke delen als herhalingsonderdelen of kleine tot middelgrote series met pallets.

Robotcellen beheren volledig automatisch werkstukken uit rasterladen voor de productie van kleine en middelgrote batches.

Automatiseringsoplossingen die Werkstuk- en Palletbehandeling combineren in één Systeem

De uitvoering in spiegelbeeld van de ACURA 50 en ACURA 65 maakt koppeling met pallet- of werkstuksystemen mogelijk.

Afzonderlijke gereedschapsmagazijnen voor toe 264 extra Gereedschappen Reiniging, onderhoud en verkorten de omsteltijden enorm.
Voorgeconfigureerde standaard interfaces, bijvoorbeeld voor EROWA, INDUNORM, ROBOJOB, BMO of LANG, zijn beschikbaar voor de Elektrische aansluiting op een automatiseringssysteem.
")
+ Automatiseringssystemen voor bewerkingscentra met draai-/zwenktafel
+ Zijdelingse belasting door het Automatiseringssysteem
+ Werkruimte blijft volledig intact
+ Oplossingen met een kleine Ruimtebehoefte

+ Freesmachines met Freesmachine en zwenkspil automatiseren
+ Voorbelasting door Automatiseringssysteem
+ Werkruimte blijft intact
+ Oplossing voor 5-assige bewerking en bewerking van lange werkstukken

+ Freesmachines met drie assen automatiseren
+ Zijdelingse belasting door het Automatiseringssysteem
+ Werkruimte blijft volledig intact
+ Oplossingen met een kleine Ruimtebehoefte


















Met meer dan 3.000 geïnstalleerde HEDELIUS Bewerkingscentra zorgen we voor nauwkeurige en krachtige Verspaning in een breed scala aan industrieën.

Verschillende ontwerpaccenten zorgen ervoor dat onze klanten op de lange termijn maximale Precisie en efficiëntie in elke productiestap kunnen bereiken.

Door gebruik te maken van technologie die de insteltijd optimaliseert, zoals snelle gereedschapsvoorziening en innovatieve kleminrichtingen, kunnen bedrijven hun spindelproductietijd op lange termijn maximaliseren.

De factoren die een grote invloed hebben op de nauwkeurigheid van onze precisiemachines.

Optimaliseer uw HEDELIUS Bewerkingscentrum met een groot aantal opties die precies zijn afgestemd op uw specifieke eisen en productietaken.

Verhoog de nauwkeurigheid van uw productie met behulp van hoogontwikkelde schakelende tasters en lasers.
Door een Scheidingswand in uw Bewerkingscentrum te gebruiken, kunt u van één werkruimte twee gesloten, onafhankelijke werkruimtes maken voor bewerkingen in Pendelbedrijf.
De Machinetafel is uitgerust met een gestandaardiseerde Interface die het centreren en uitlijnen van de Inrichtingen terugbrengt tot slechts enkele seconden.
Om het toepassingsgebied van uw TILTENTA uit te breiden van 5-zijdige bewerking tot 5-assige simultaanbewerking.
Draaitafels voor uitbreiding van de assen en verhoging van het prestatiespectrum van uw CNC-bewerkingscentrum.
Meerzijdige bewerking met meervoudige klemming mogelijk maken en zo de serieproductie rationaliseren.
De ultramoderne besturingstechnologie van SIEMENS of HEIDENHAIN garandeert maximaal bedieningscomfort en onbeperkte functionaliteit.
De implementatie van Hogedruk-koelmiddelinstallaties is een beslissende stap om de prestaties van uw CNC-bewerkingscentrum aanzienlijk te verhogen.
Verhoog de efficiëntie van uw productie met onze geavanceerde reinigingstechnologie voor HEDELIUS Bewerkingscentra.
Zorgen voor technologische voorsprong: Vermogenrijke en koppelrijke CELOX integrale motorassen met hybride lagertechnologie.
Meer bedieningscomfort en verlichting voor machinebedieners.
HEDELIUS biedt Lakwerk aan voor de deuren van het werkgebied voor alle machines volgens jouw kleurvereisten.
Een Spanenpers scheidt de spanen van Koelsmeermiddelen en comprimeert ze tot schone, hanteerbare briketten.
Actuele informatie en nieuws over HEDELIUS Maschinenfabrik. Een kort inzicht in de productvariëteit van Bewerkingscentra, automatiseringen en evenementen.

Bezoek ons op 14 en 15 mei voor de grote HEDELIUS huisshow met een breed scala aan specialistische presentaties en een aantrekkelijke vakbeurs.

Alle aankomende data voor workshops, beurzen en andere evenementen in één oogopslag.

Meer dan 3000 bekende klanten uit heel Europa vertrouwen op de kwaliteit en betrouwbaarheid van HEDELIUS machines.

We bieden een breed scala aan gratis informatiemateriaal in onze downloadsectie.

Interessante feiten over het bedrijf, nieuws, productinformatie, gebruikersrapporten

Registreer u nu voor de HEDELIUS huisshow 2025 en ervaar de nieuwste CNC-technologieën live!

Spannende technische presentaties op de HEDELIUS huisshow! Krijg waardevolle inzichten in de huidige trends in machinale productie en praktische oplossingen van experts uit de industrie.

De nieuwste automatiseringssystemen, precisiegereedschappen en productieoplossingen wachten op u op de HEDELIUS huistentoonstelling - in directe dialoog met de experts. Ontdek alle deelnemers aan de beurs.

HEDELIUS heeft al 55 jaar maar één doel: de efficiëntie verhogen bij de Productie van Afzonderlijke delen en kleine series in de machine-, Gereedschap- en voertuigbouw.
Maak van de gelegenheid gebruik om onze Bewerkingscentra en Automatiseringsoplossingen live toe te laten en hun prestaties en betrouwbaarheid met eigen ogen te zien.

Duizenden bedrijven in Europa, waaronder verborgen kampioenen, vertrouwen op onze oplossingen. Van KMO's tot wereldwijde ondernemingen, wij begeleiden u op de weg naar duurzaam succes.

Uitgebreide en praktische training voor CNC programmeurs en operators van 3-assig tot 5-assig verspanen.

Ervaar de nieuwste ontwikkelingen in verspaningstechnologie - gemakkelijk online of direct bij ons in Meppen.

HEDELIUS Bewerkingscentra worden in de meest uiteenlopende industrieën gebruikt.

Hulpbronnen behouden, Energie-efficiëntie en de toekomst veiligstellen: onze inspanningen om een positieve bijdrage te leveren aan een duurzame toekomst.

Deelt u als Leverancier onze Waarde voor kwaliteit en betrouwbaarheid? Neem dan gerust contact met ons op.

In de loop der jaren hebben we een sterk netwerk van 17 handelspartners in heel Europa opgebouwd.