











Propracovaný design.










Pro CNC obráběcí centra

Obráběcí centra přímo od výrobce. Velmi krátké dodací lhůty!

Najděte si to správné CNC obráběcí centrum.

X: 500 mm | Y: 550/370 mm | Z: 550 mm
Ø 550 mm Jeseterový okruh | max. 300 kg
SK40 / BT40 / HSK A63

X: 700 mm | Y: 650/465 mm | Z: 600 mm
Ø 700 mm Jeseterový okruh | max. 500 kg
SK40 / BT40 / HSK A63

X: 900 mm | Y: 850/600 mm | Z: 700 mm
Ø 900 mm Jeseterový okruh | max. 1000 kg
SK40 / BT40 / HSK A63







X: 2000/2600/3600 mm
Y: 700 mm | Z: 695/735 mm
Ø 1050 mm Jeseterový okruh | max. 800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 900/1005 mm
Ø 1250 mm Jeseterový okruh | max. 1800 kg
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1000/1165 mm
Ø 1450 mm Jeseterový okruh | max. 2200 kg
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 900/1005 mm
Ø 1450 mm Jeseterový okruh | max. 1800 kg
SK40 / BT40 / HSK A63













X: 1120 mm | Y: 550 mm | Z: 550 mm
SK40 / BT40 / HSK A63

X: 1320 mm | Y: 650 mm | Z: 600 mm
SK40 / BT40 / HSK A63

X: 1620 mm | Y: 850 mm | Z: 700 mm
SK40 / BT40 / HSK A63

X: 2000/2600/3600 mm
Y: 700 mm | Z: 800 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 900 mm | Z: 1005 mm
SK40 / BT40 / HSK A63

X: 2600/3600/4600/6200 mm
Y: 1000 mm | Z: 1165 mm
SK50 / BT50 / HSK A100

X: 2600/3600/4600/6200 mm
Y: 1100 mm | Z: 1005 mm
SK40 / BT40 / HSK A63












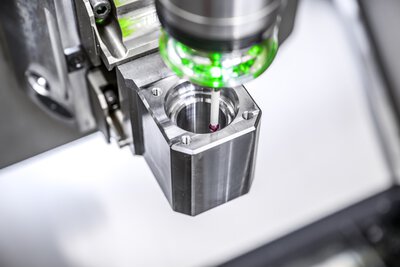
Zvyšte přesnost své výroby pomocí vysoce vyvinutých dotykových sond a laserů.
Pomocí dělicí stěny v obráběcím centru lze z jednoho pracovního prostoru vytvořit dva uzavřené, nezávislé pracovní prostory pro obrábění v kyvadlovém režimu.

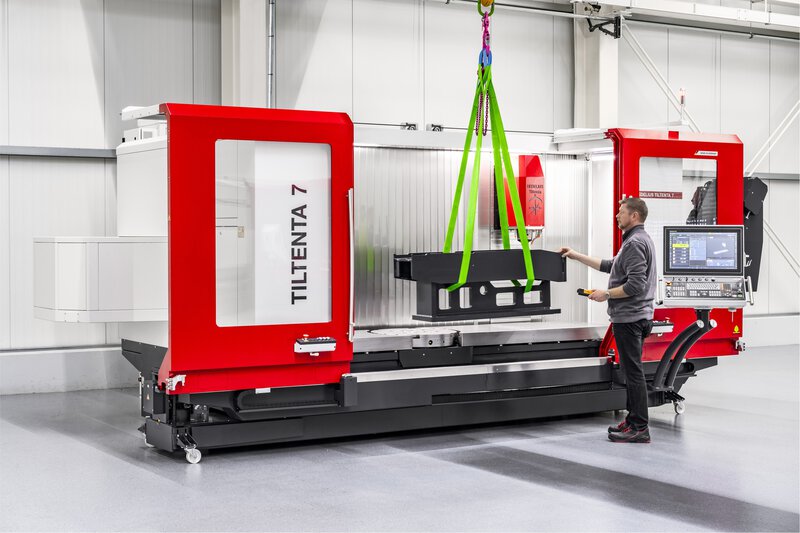
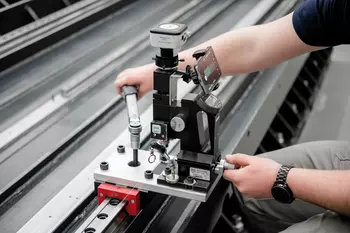
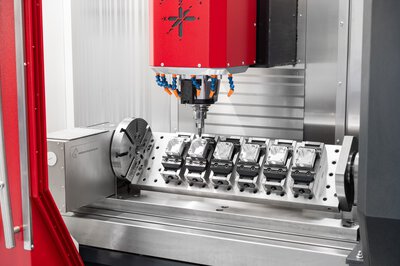
Stůl stroje je vybaven standardizovaným rozhraním, které zkracuje vystředění a vyrovnání upínacích přípravků na pouhých několik sekund.

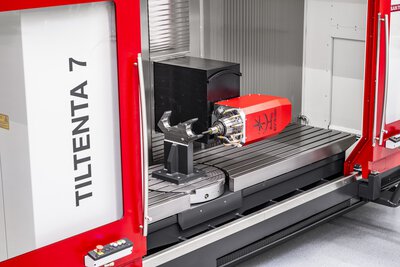
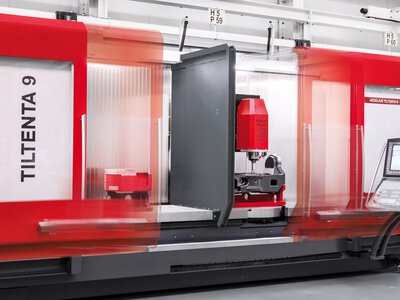
Rozšiřte rozsah použití vašeho stroje TILTENTA z pětistranného obrábění na pětiosé simultánní obrábění.
Přídavné otočné stoly pro rozšíření os a zvýšení výkonnostního spektra vašeho CNC obráběcího centra.

Umožňují vícestranné obrábění s vícenásobným upínáním a racionalizují tak sériovou výrobu.
Nejmodernější řídicí technika od společnosti SIEMENS nebo HEIDENHAIN zaručuje maximální komfort obsluhy a neomezenou funkčnost.

Zavedení vysokotlakých chladicích systémů je rozhodujícím krokem k výraznému zvýšení výkonu vašeho CNC obráběcího centra.

Zvyšte efektivitu své výroby pomocí naší pokročilé technologie čištění pro obráběcí centra HEDELIUS.

Zajištění technologického náskoku: vysoce výkonná integrální motorová vřetena CELOX s vysokým točivým momentem a hybridní ložiskovou technologií.

Zvýšený komfort obsluhy a úleva pro obsluhu stroje.
Společnost HEDELIUS nabízí lakování dveří pracovního prostoru všech strojů podle vašich barevných požadavků.

Lis na třísky odděluje třísky od chladicích maziv a zhutňuje je do čistých, snadno zpracovatelných briket.

Automatizační řešení a otevřená rozhraní pro poskytovatele třetích stran pro zvýšení efektivity.
Automatizační řešení pro jednotlivé díly jako opakované díly nebo malé až střední série s paletami.

Robotické buňky spravují obrobky z roštových zásuvek zcela automaticky pro malosériovou a středněsériovou výrobu.

Automatizační řešení, která kombinují manipulaci s obrobky a paletami v jednom systému.

Zrcadlově obrácená konstrukce strojů ACURA 50 a ACURA 65 umožňuje vzájemné propojení s paletovými nebo obrobkovými systémy.

Oddělené sklady pro až 264 dalších nástrojů umožňují čistotu, údržbu a výrazně zkracují dobu výměny.
Pro elektrické připojení k automatizačnímu systému jsou k dispozici předkonfigurovaná standardní rozhraní, např. pro EROWA, INDUNORM, ROBOJOB, BMO nebo LANG.
")
+ Automatizace obráběcích center s otočným stolem
+ Boční zatížení automatizačním systémem
+ Pracovní prostor zůstává plně zachován
+ Řešení s malými rozměry.

+ Automatizace frézovacích strojů s dlouhým ložem a otočným vřetenem
+ Čelní zatížení automatizačním systémem
+ Pracovní prostor zůstává nedotčen
+ Řešení pro pětiosé obrábění a obrábění dlouhých dílů.

+ Automatizace tříosých frézek
+ Boční zatížení prostřednictvím automatizačního systému
+ Pracovní prostor zůstává plně zachován
+ Řešení s malými rozměry.


















S více než 3 000 obráběcími centry HEDELIUS, která jsou dnes instalována, zajišťujeme přesné a výkonné obrábění v širokém spektru průmyslových odvětví.

Různé konstrukční prvky zajišťují, že naši zákazníci mohou dlouhodobě dosahovat maximální přesnosti a efektivity v každém kroku výroby.

Použitím technologie optimalizující čas seřízení, jako je rychlé poskytování nástrojů a inovativní upínací zařízení, mohou společnosti dlouhodobě maximalizovat dobu chodu vřetena.

Faktory, které mají významný vliv na přesnost našich přesných strojů.

Optimalizujte své obráběcí centrum HEDELIUS pomocí široké nabídky možností, které jsou přesně přizpůsobeny vašim specifickým požadavkům a výrobním úkolům.

Zvyšte přesnost své výroby pomocí vysoce vyvinutých dotykových sond a laserů.
Pomocí dělicí stěny v obráběcím centru lze z jednoho pracovního prostoru vytvořit dva uzavřené, nezávislé pracovní prostory pro obrábění v kyvadlovém režimu.
Stůl stroje je vybaven standardizovaným rozhraním, které zkracuje vystředění a vyrovnání upínacích přípravků na pouhých několik sekund.
Rozšiřte rozsah použití vašeho stroje TILTENTA z pětistranného obrábění na pětiosé simultánní obrábění.
Přídavné otočné stoly pro rozšíření os a zvýšení výkonnostního spektra vašeho CNC obráběcího centra.
Umožňují vícestranné obrábění s vícenásobným upínáním a racionalizují tak sériovou výrobu.
Nejmodernější řídicí technika od společnosti SIEMENS nebo HEIDENHAIN zaručuje maximální komfort obsluhy a neomezenou funkčnost.
Zavedení vysokotlakých chladicích systémů je rozhodujícím krokem k výraznému zvýšení výkonu vašeho CNC obráběcího centra.
Zvyšte efektivitu své výroby pomocí naší pokročilé technologie čištění pro obráběcí centra HEDELIUS.
Zajištění technologického náskoku: vysoce výkonná integrální motorová vřetena CELOX s vysokým točivým momentem a hybridní ložiskovou technologií.
Zvýšený komfort obsluhy a úleva pro obsluhu stroje.
Společnost HEDELIUS nabízí lakování dveří pracovního prostoru všech strojů podle vašich barevných požadavků.
Lis na třísky odděluje třísky od chladicích maziv a zhutňuje je do čistých, snadno zpracovatelných briket.
TNC7 kombinuje vysoce kvalitní hardwarové komponenty s pokročilým, přizpůsobitelným uživatelským rozhraním a bohatou nabídkou funkcí.

Se systémem SINUMERIK ONE můžete díky digitálním dvojčatům, rozšířeným diagnostickým funkcím a vysoké flexibilitě nastavit nové standardy ve vaší výrobě.

+ Personalizované. Na místě po celé zemi.
+ Inteligentní plánování nasazení.
+ Vynikající dostupnost náhradních dílů.

Rychlé a profesionální řešení v případě potřeby servisu.

+ Dotazy na servis
+ Dotazy na údržbu
+ Dotazy na náhradní díly

Aktuální informace a novinky o společnosti HEDELIUS Maschinenfabrik. Stručný přehled o sortimentu obráběcích center, automatizace a událostí.

Navštivte nás 14. a 15. května na velké interní výstavě HEDELIUS s širokou nabídkou odborných prezentací a atraktivní obchodní expozicí.

Přehled všech nadcházejících termínů seminářů, veletržních vystoupení a dalších akcí.

Více než 3000 známých zákazníků z celé Evropy důvěřuje kvalitě a spolehlivosti strojů HEDELIUS.

V naší sekci ke stažení poskytujeme širokou škálu bezplatných informačních materiálů.

Zajímavosti o společnosti, novinky, informace o produktech, zprávy uživatelů

Zaregistrujte se nyní na interní výstavu HEDELIUS 2025 a vyzkoušejte si nejnovější CNC technologie naživo!

Vzrušující technické prezentace na interní výstavě HEDELIUS! Získejte cenné informace o aktuálních trendech v obráběcí výrobě a praktických řešeních od odborníků z oboru.

Nejnovější automatizační systémy, přesné nástroje a výrobní řešení na vás čekají na interní výstavě HEDELIUS - v přímém dialogu s odborníky. Objevte všechny účastníky veletrhu.

Již 55 let má společnost HEDELIUS jediný cíl: zvýšit efektivitu výroby jednotlivých dílů a malých sérií v oblasti výroby strojů, nástrojů a vozidel.
Využijte příležitosti vyzkoušet si naše obráběcí centra a automatizační řešení naživo a přesvědčte se o jejich výkonu a spolehlivosti.

Na naše řešení se spoléhají tisíce společností v Evropě, včetně skrytých šampionů. Od malých a středních podniků až po globální korporace vás doprovázíme na cestě k udržitelnému úspěchu.

Komplexní a praktické školení pro programátory a operátory CNC od tříosého po pětiosé obrábění.

Seznamte se s nejnovějším vývojem v oblasti obráběcích technologií - buď pohodlně online, nebo přímo u nás v Meppenu.

Obráběcí centra HEDELIUS se používají v široké škále průmyslových odvětví.

Šetření zdrojů, energetická účinnost a ochrana budoucnosti: naše snaha pozitivně přispět k utváření udržitelné budoucnosti.

Sdílíte jako dodavatel naše hodnoty kvality a spolehlivosti? Pak nás neváhejte kontaktovat.

V průběhu let jsme si vybudovali silnou síť 17 obchodních partnerů po celé Evropě.